Rejoindre TMAX, devenir agent!
Rejoindre TMAX, devenir agent!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Numéro d\'article.:
TMAX-DYG-110BH-950Paiement:
L/C, T/T, Western Union, Credit Cards, PaypalOrigine du produit:
ChinaPort d\'expédition:
Xiamen PortDélai de mise en œuvre:
5 Dayscertificat :
CE, IOS, ROHS, SGS, UL Certificategarantie :
Two years limited warranty with lifetime technical support
A. Fonctions de l'équipementï¼
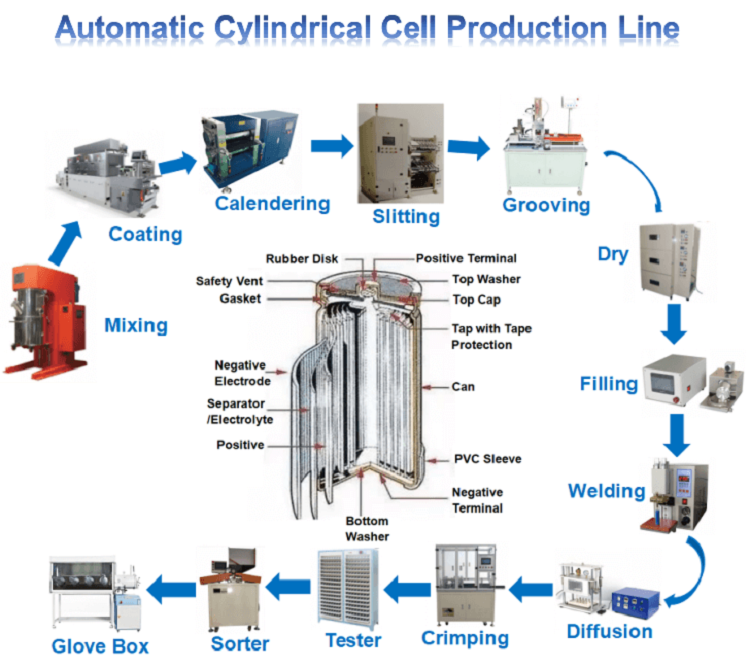
Ccet ensemble d'équipements est une ligne de refendage de segments constituée d'une batterie lithium-ion, qui est applicable au processus de refendage continu. Cet ensemble d'équipements est principalement composé d'une partie de déroulement passif, d'une partie de correction de déviation de déroulement, d'une partie de brossage de poudre et de collecte de poussière, d'une partie tampon de tension, d'une partie de refendage et d'une partie d'enroulement supérieur et inférieur automatique.
1) Le dispositif de coupe adopte une structure de coupe de type Xicun, et les arbres de coupe supérieur et inférieur sont entraînés respectivement par des servomoteurs ;
2) La tête de refendage adopte une fonction de positionnement clé, ce qui rend le chargement et le déchargement de la tête pratiques et rapides ;
3) La connexion entre l'entraînement du moteur de l'arbre de coupe supérieur et inférieur et la tête de la machine adopte une connexion douce, de manière à empêcher la tête de la machine de trembler en raison d'erreurs de traitement ou d'assemblage lors d'une coupe rapide, affectant ainsi la qualité et l'effet de coupe ;
4) Le modèle utilitaire dispose d'une plate-forme de connexion de courroie de pièces polaires, et une boîte de collecte de poussière et une interface à pression négative sont disposées sous la goulotte pour faciliter la connexion avec le dépoussiéreur industriel ;
5) Il a pour fonction d'éliminer la poussière et le fer par une brosse polaire ; L'élimination de la poussière et du fer est également conçue après le refendage ;
6) Vitesse de refendage : vitesse de conception mécanique 60 m/min ; Vitesse de production réelle 50 m/min ;
7) Avec enroulement à tension constante de contrôle PLC ;
8) Le manchon de levage de type conique est utilisé pour le déroulement, et le déroulement est effectué de manière passive ; L'enrouleur adopte un arbre d'expansion d'air glissant ;
9) Le porte-outils adopte un porte-outil mobile extractible, qui est équipé d'un chariot organique pour un changement d'outil pratique ;
10) Le couteau supérieur peut être réglé avec précision et le raccord avec le couteau inférieur peut réaliser un cisaillement sans espace ;
11) Contrôle de la tension dans l'ensemble du processus depuis le déroulement, le tranchage et le rembobinage ;
12) Il existe une règle pour l'enroulement et le déroulement, ce qui est pratique pour l'ajustement du matériau ;
13) La vitesse adopte le système de contrôle du servomoteur pour un changement de vitesse continu et réalise la synchronisation de tous les composants ;
14) La tête de coupe est poussée vers l'intérieur et l'extérieur dans son ensemble, et chaque machine est équipée d'un chariot à changement rapide pour la tête de coupe ;
A. Conditions matérielles applicablesï¼
(Unitéï¼mm)
|
Diamètre de déroulement : |
max Φ600ã |
|
Poids de déroulement : |
Maximumï¼800kg |
|
Diamètre intérieur du tambour de déroulement : |
Φ6… |
|
Largeur du film |
Max850mm |
|
Épaisseur de la feuille |
Feuille de cuivre : 6-20 μ mï¼ Feuille d'aluminium : 9-20 μ m |
|
Largeur du matériau enroulé : |
Largeur maximale de revêtement du matériau de coupe : max850 mm |
|
Épaisseur de la pièce polaire fendue : |
50~300 μ m |
|
Diamètre d'enroulement : |
Max : Φ 500ã |
|
Poids d'enroulement : |
Max : 400 kg (un seul essieu) |
|
Diamètre intérieur du tambour d'enroulement : |
Φ 6"< bobine préparée par l'utilisateur |
A. Exigences d'installation pour l'équipement de la ligne entière ï¼
1) Alimentation requise : 380 v/50 hz, puissance environ 12 KW ;
2) Air comprimé : pression 0,5mpa~0,7mpa, débit : 0,015m3/min ;
3) Poids total de l'équipement : environ 5 T, et la condition de charge du sol d'installation est 2,5 t/m2.
4) Dimension hors tout de l'équipement de connexion (mm) : dimension hors tout de la machine entière (longueur à largeur à hauteur) : environ 2600 mm de longueur à 2200 mm de largeur à hauteur 2000 mm
Dimension hors tout du chariot à outils (longueur * largeur * hauteur) : environ 1800 mm*400 mm*500 mm
B. Indice de performance des équipementsï¼
|
No. |
ENom de l'entrée |
Indice de performance |
Remarques |
|
1 |
Vitesse de production d'équipements complets |
â¥50m/min |
Vitesse d'acceptation |
|
2 |
Exigences en matière de précision de correction des écarts |
± 0,2 mm |
|
|
3 |
Plage de courses du contrôleur de correction d'écart |
±50 mm |
|
|
4 |
Précision de la largeur de refente |
â¤Â±0,05 mm |
|
|
5 |
Erreur de flexion du serpentin de la pièce polaire |
â¤1mm/1m |
|
|
6 |
Spécifications de la lame |
Couteau supérieur Φ130*Φ88*1 mmãcouteau vers le bas…130*Φ70*3 mm |
|
|
7 |
Précision des bavures de refendage |
Bavure transversaleâ¤12μmï¼Bavure longitudinaleâ¤8μm |
|
|
8 |
Durée de vie unique de la lame |
â¥200000 mètres |
|
|
9 |
Taux de qualification des produits fabriqués par les équipements |
â¥99% |
|
|
10 |
Taux horaire |
ï¼98% |
|
C. Configuration des principaux composants de l'équipementï¼
|
Non. |
NOMnom |
marque |
|
1. |
Matériau du support pour panneaux muraux |
Acier moulé 45# |
|
2. |
Roulement à rouleaux |
NSK |
|
3. |
Moteur réducteur |
Dongli, Wanxin |
|
4. |
Automate |
Mitsubishi, Omron |
|
5. |
Técran tactile |
Proface, état de Kunlun |
|
6. |
Smoteur servo |
Mitsubishi, Huichuan |
|
7. |
Lrail de guidage linéaire |
HIWIN |
|
8. |
Roulement d'arbre de découpeuse |
SKFãNSK |
|
9. |
Électrovanne |
SMCãCKD |
|
10. |
Composants électriques |
SchneiderãABB |
|
11. |
Valve proportionnelle électrique |
SMCãCKD |
|
12. |
Contrôle de correction de déviation Ssystème |
PausourceãDongdeng |
|
13. |
Convertisseur de fréquence |
Mitsubishi, Schneider |
|
14. |
Contrôleur de tension |
kortis |
|
15. |
Scapteur |
OmronãKEYENCE |
|
16. |
Composants pneumatiques |
SMCãCKD |
|
17. |
Outil de refendage |
Orin |
D. Correspondance des équipementsï¼
La refendage de tranches de poteaux est principalement composée d'un dispositif de déroulement, d'un dispositif de correction de déviation, d'une plate-forme de connexion de courroie, d'une partie tampon de tension, d'un dispositif de traction de tranches de poteaux, d'un dispositif de refendage, d'un dispositif d'élimination de la poussière et du fer, d'une partie d'enroulement, d'un système de commande électrique, etc.
1ï¼Dispositif de déroulementï¼
Le dispositif est utilisé pour supporter le matériau de la bobine à couper et le transporter vers la tête de la machine de découpe pour la découpe. Le dispositif se compose d'un cadre, d'un dispositif de correction de déviation, d'un mécanisme supérieur conique, d'un frein pour le déroulement passif, d'une connexion par courroie pour l'élimination de la poussière et du fer, d'un contrôleur de tension, d'un rouleau, etc. Le déroulement est un rembobinage manuel.
|
No. |
Nom de la fonction |
Indice de performances et description |
Reremarques |
|
1 |
Mécanisme de déroulement |
Déroulage passif |
Sens de déroulement : il peut prendre en charge la commutation libre dans le sens horaire/antihoraire |
|
2 |
Méthode de fixation de la bobine |
Adopter un mandrin à cône supérieur et le fixer par vérin pneumatique ; |
|
|
3 |
Taille des manches |
6 pouces |
La longueur du manchon est réglable entre 900 et 1 000 mm |
|
4 |
Contrôle de tension des pièces polaires |
Tension 30-400n, précision de contrôle : ± 5N |
|
|
5 |
Dispositif de détection de la position des pièces polaires |
Capteur de position à ultrasons (précision du capteur : ± 0,1 mm) |
|
|
6 |
Contrôle de correction de déviation |
Précision de détection : ± 0,1 mm |
|
|
7 |
Portée de mise en œuvre de la correction des écarts |
â¥Â±50mm |
|
|
8 |
Précision de correction de déviation |
â¤Â±0,2 mm |
|
|
9 |
Diamètre de la bobine entrante |
Maxï¼Ï600 mm |
|
|
10 |
Poids de la bobine entrante |
Maximumï¼800Kg |
|
2ï¼Plate-forme de réception de bande (réception manuelle de bande)ï¼
Il est utilisé pour fixer manuellement la pièce polaire sur la plate-forme de connexion de la courroie pendant le processus de refendage de la pièce polaire ou pendant le changement de bobine, et pour connecter la pièce polaire avec du ruban adhésif. Conçu à la position du mécanisme de déroulement. Il est principalement composé de deux rouleaux de passage, de quatre vérins pneumatiques, de deux barres de pression et de la plateforme de réception. Fonctionnement manuel : appuyez d'abord sur la pièce polaire, puis coupez la pièce polaire le long de la rainure sur la plate-forme de réception avec une lame, puis desserrez la barre de pression à l'extrémité qui doit être nouvellement connectée à la pièce polaire, remplacez-la par un nouveau poteau. pièce, alignez-la avec le début du marquage original de la pièce polaire, collez du ruban adhésif et poursuivez la production après avoir desserré les deux barres de pression.
|
No. |
Nom de la fonction |
Indice de performance et description |
Rremarques |
|
1 |
Plateforme de connexion de ceinture |
Il est composé d'une plaque de connexion, d'une double barre de pression, de 4 vérins pneumatiques et d'un rail de guidage, et est intégré au dispositif de déroulement |
Plaque de pressage entraînée par un vérin (des bandes adhésives sont collées au contact entre la plaque de pressage et la pièce polaire) |
|
2 |
Mode de connexion de bande |
Épissage manuel des bandes |
La pièce polaire doit être fixée manuellement sur la plate-forme de réception du ruban lorsque le ruban est cassé ou la bobine est changée, et la pièce polaire doit être collée avec du ruban adhésif |
|
3 |
Largeur de la bande d'électrode |
Max850mm |
Avec feuille de bord |
3ï¼Partie de tensionï¼
Le capteur de tension est utilisé pour détecter la tension de la pièce polaire, et la stabilité de la tension de la pièce polaire est assurée par le dispositif de réglage de la tension ;
Plage de réglage de la tension : 30 ~ 400 N ;
Précision du contrôle de tension : ± 5N.
4ï¼Dispositif de refendage
Le dispositif de refendage adopte une structure de refendage de type Xicun. Les arbres de coupe supérieur et inférieur sont entraînés respectivement par des servomoteurs pour fendre les pièces polaires laminées.
Le dispositif de refendage adopte une fonction de positionnement clé, ce qui facilite le chargement et le déchargement de la tête de la machine. La connexion entre l'entraînement du moteur et la tête de la machine adopte une connexion souple, de manière à empêcher la tête de la machine de trembler en raison d'erreurs de traitement ou d'assemblage lors d'une refendage rapide, affectant ainsi la qualité et l'effet de refendage. La largeur de refendage adopte une bague de haute précision pour correspondre à la taille à refendre.
Le mécanisme de traction est entraîné par un servomoteur. La vitesse linéaire du rouleau de traction et du coupeur est synchronisée. Le rouleau en caoutchouc est pressé par les cylindres pneumatiques aux deux extrémités sur le rouleau d'entraînement pour réaliser la compression du matériau, et le contrôle synchrone de la tension et de la vitesse des pôles est entièrement réalisé.
La tête de la machine adopte le mode de repos d'outil Xicun, les arbres d'outils supérieur et inférieur sont entraînés séparément par des servomoteurs et la lame supérieure peut être ajustée en spirale. La lame supérieure adopte une lame tranchante et la lame inférieure adopte une lame plate ; La largeur du manchon d'espacement peut être modifiée pour obtenir la taille de refendage. Le porte-outil est équipé d'un chariot hydraulique pour faciliter le remplacement du porte-outil
Deux groupes de brosses à rouleaux sont utilisés respectivement pour nettoyer les pièces polaires fendues, et le couvercle de dépoussiérage et l'interface du pipeline sont équipés pour faciliter la collecte de poussière des clients. Equipé d'un aspirateur industriel.
|
No. |
Nom de la fonction |
Indice de performance et description |
Rremarques |
|
1 |
Mode coupe supérieur |
Structure de West Village |
|
|
2 |
Vitesse de refendage |
â¥50m/min |
|
|
7 |
Largeur de refente minimale |
â¥30mm |
Largeur d'une seule tranche après refendage |
|
8 |
Précision de la largeur de refente |
â¤Â±0,05 mm |
|
|
9 |
Erreur de flexion du serpentin de la pièce polaire |
â¤1mm/1m |
|
|
10 |
Spécifications de la lame |
Couteau supérieur Φ130* Φ 88*1 mm, bas couteau Φ 130* Φ 70*3 mm |
|
|
11 |
Bavre de refendage |
Fraise transversale ⤠12umï¼ Fraise longitudinale ⤠8um |
|
|
12 |
Durée de vie de la découpeuse |
⥠200000 m (pôle positif), ⥠300000 m (pôle négatif) |
|
|
13 |
Temps broyables |
Environ 5 fois |
|
|
14 |
Chariot de changement d'outils |
2 ensembles |
Chaque tête de machine est équipée d'un chariot de changement d'outils |
|
15 |
Nombre de têtes de refendage |
2ensemblesensembles |
Un pour la veille et un pour l'utilisation |
|
16 |
Il est temps de changer la découpeuse |
â¤10min |
|
|
17 |
Processus de refendage (quantité de refendage) |
Selon les exigences du processus client |
Configurer selon la quantité du contrat |
|
18 |
Nombre de couteaux |
Selon les exigences du processus client |
Configurer selon la quantité contractuelle |
|
19 |
Arbre de coupe |
Contour circulaire ⤠8um |
Installation sur inspection des équipements |
|
20 |
Contour circulaire de la lame supérieure |
Contour axial ⤠30 um. Voile radial ⤠30um |
Installation sur inspection des équipements |
|
21 |
Contour circulaire de la lame inférieure |
Extension axiale ⤠20um. Voile radial ⤠20um |
Installation sur inspection des équipements |
|
22 |
Surroulage |
Contour circulaire ⤠20um |
Installation sur inspection des équipements |
|
23 |
Rouleau moteur |
Contour circulaire ⤠5um |
|
|
24 |
Précision d'installation du rouleau |
Parallélisme entre les rouleaux 5umï¼ Planification des rouleaux 50um/m |
|










1 emballage standard exporté : protection anticollision interne, emballage de boîte en bois d'exportation externe.
2 Expédition par express, par avion, par mer selon les exigences des clients pour trouver le moyen le plus approprié.
3 Responsable des dommages pendant le processus d'expédition, changera gratuitement la pièce endommagée pour vous.

Précédent :
Bobineuse automatique pour cellule cylindriqueSuivant :
Machine automatique de presse à rouleaux de calendrier de cellules pour la chaîne de production de cellules cylindriquesCatégories
Nouveaux produits

boîte à gants sous vide en acier inoxydable h2o & O2 système de purification En savoir plus

Broyeur à boulets planétaire pour le broyage de poudre En savoir plus

Lab 12t Presse hydraulique manuelle avec une jauge de pression numérique optionnelle couramment utilisée dans les laboratoires infrarouges En savoir plus

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588
Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588
Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588
Pour demandes de renseignements sur nos produits ou notre liste de prix, veuillez nous laisser et nous vous contacterons dans les 24 heures.
© Droit d\'auteur: 2026 Xiamen Tmax Battery Equipments Limited Tous droits réservés.

IPv6 réseau pris en charge














