Rejoindre TMAX, devenir agent!
Rejoindre TMAX, devenir agent!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Numéro d\'article.:
TMAX-Polymer-PackPaiement:
L/C, T/T, Western Union, Credit Cards, PaypalOrigine du produit:
ChinaPort d\'expédition:
Xiamen PortDélai de mise en œuvre:
5 Dayscertificat :
CE, IOS, ROHS, SGS, UL Certificategarantie :
Two years limited warranty with lifetime technical support
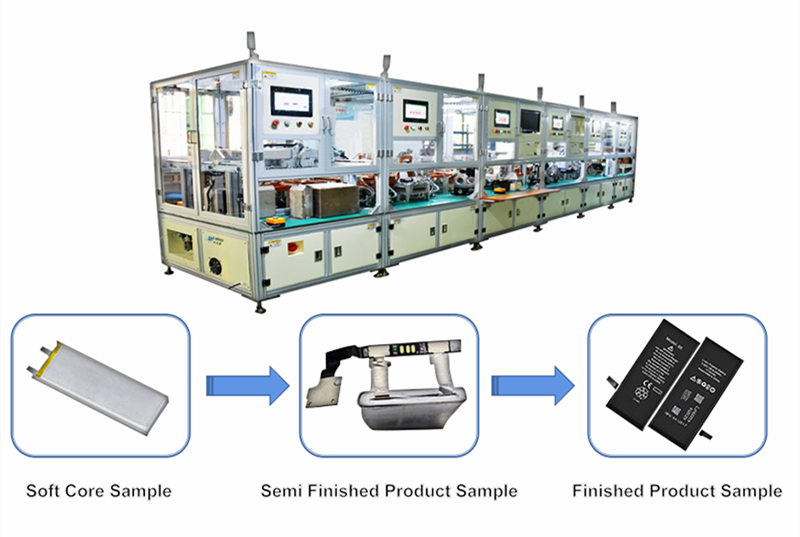
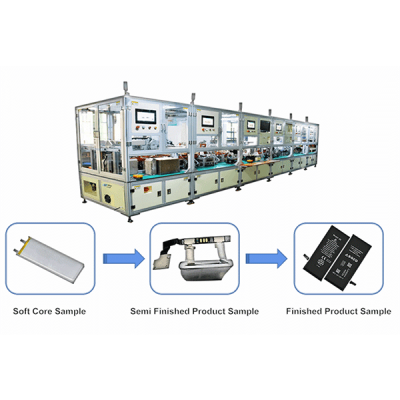
1. ÉquipementF onctionI introduction
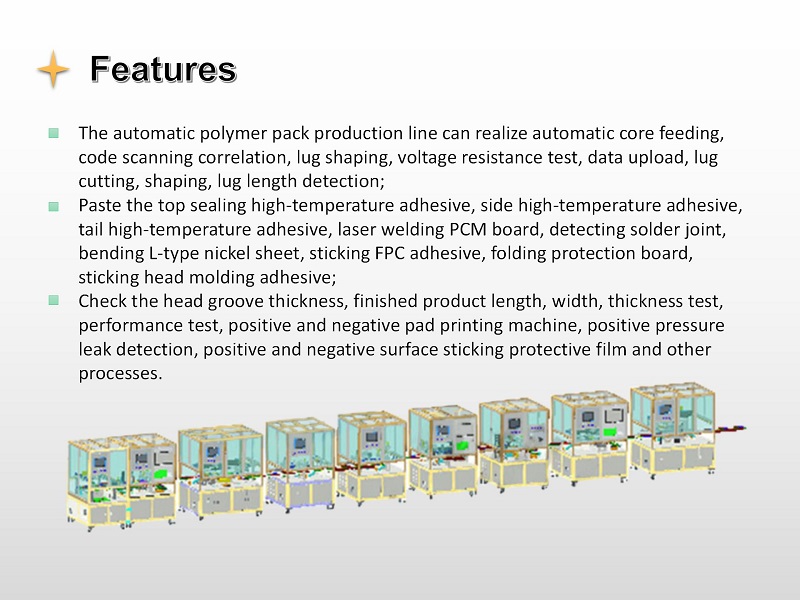
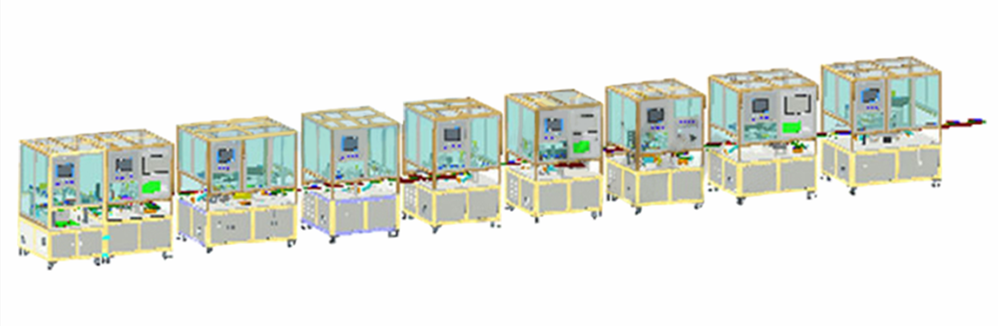
La ligne de production automatique est principalement utilisée pour compléter le processus de production de batteries de téléphones portables.
Le flux de processus comprend :
1)P batterie d'olymère languette façonner,
2) test OCV,
3) Onglet Batterie Coupe,
4)W aîné,
5)D adhésif double face coller,
6) BMS pliant,
7)Un hésitant coller et formant,
8)F batterie ine essai;
9) Adhésif éponge FPC coller.
Selon le flux de processus et les exigences techniques, la ligne de conditionnement est connectée par les 5 équipements suivants :
(1)A alimentation automatique + multifonctionnelm achine;
(2) Machine de soudage laser automatique;
(3) Ruban adhésif double face + pliage de tôles en nickel en forme de L + plieuse de plaques de protection;
(4) Machine adhésive de tête automatique.
 2.Flux de processus
2.Flux de processus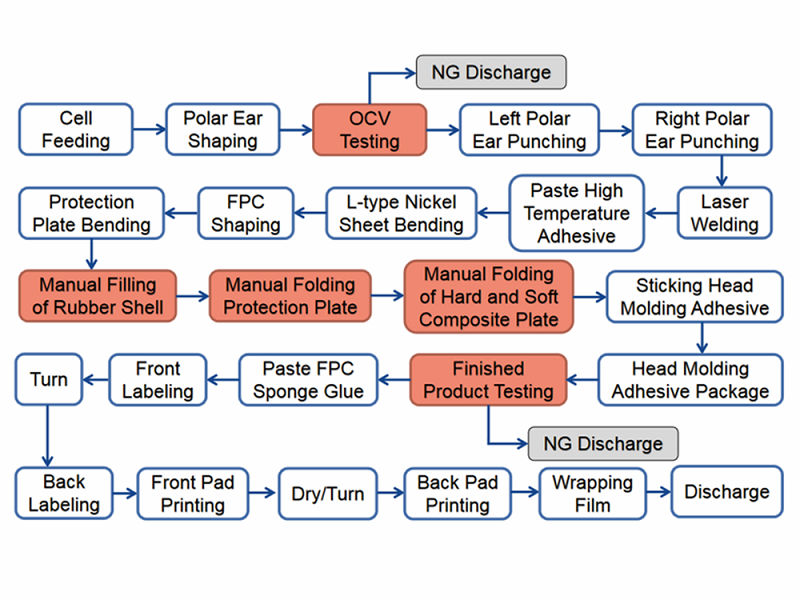
3.Paramètres techniques
1. Plage de taille de batterie applicable (unité : mm) :
Longueur: 40-130mm (hors longueur de cosse de poteau)
Largeur: 30-70mm
Épaisseur: 3-10mm
Longueur de cosse : 4-20mm
2. Conditions environnementales :
Pression atmosphérique de la source d'air : 0,5 ~ 0,6 MPa
Tension d'alimentation : 220 V, 50 Hz
Pouvoir total:≤ 15kw
Rapport de roulement de zone :≤ 500kg/mois²
Température ambiante : 5º C-50ºC
Humidité : 50% - 90%
3. Efficacité de la chaîne de production :≥ 900 pièces/heure
4. Taux d'utilisation des équipements : > 98 %
5. Taux de qualification du produit : > 98 %
6. Les directions d'alimentation et de déchargement de l'équipement doivent être cohérentes et la queue du noyau électrique doit faire face à la surface de fonctionnement de l'équipement.
7. Applicabilité du processus : Applicable aux batteries souples avec le même processus.
8. Répondre aux exigences de sécurité de production, y compris la sécurité des produits et la sécurité des batteries.
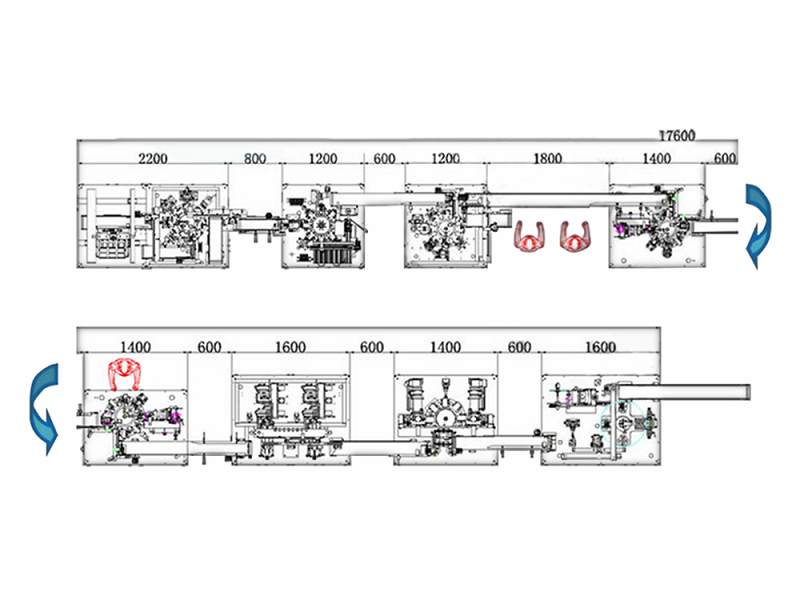
9. Dimension globale (hors ligne de montage) :
Corps de fil: 9200 (Long) * 1200 (Largeur) * 1900 (Hauteur) mm
Hauteur de la chaîne de montage : 900 mm± 50mm
4. Disposition globale de l'équipement et description du flux de travail de l'équipement
Disposition globale du corps de ligne :
Remarque : la ligne comprend 4 personnes, dont l'une est responsable de la carte de protection de la machine laser ;
2 personnes sont responsables de l'installation de la coque en caoutchouc ;
Une personne est responsable de l'alimentation, de l'inspection de toute la ligne et du remplacement des matériaux tels que le ruban adhésif.
Exigences de fonction et d'action d'un équipement unique :
(1) Alimentation automatique + Machine multifonction :
1) Action fonctionnelle
① La batterie est automatiquement chargée du plateau d'alimentation à la chaîne de montage de la machine d'alimentation via la machine d'alimentation, et le le cylindre de positionnement est positionné ;
② Le manipulateur de changement de vitesse saisit la batterie de la chaîne de montage de la machine de chargement à la chaîne de montage d'alimentation de la machine multifonction. La batterie peut être tournée de 90° ou retourné à volonté ;
③ Le noyau électrique entre par la chaîne de montage d'alimentation de la machine multifonction. Après l'électrique le noyau est positionné, il est saisi jusqu'à la station d'alimentation de la table rotative par le manipulateur d'alimentation ;
④ La table rotative tourne dans le sens des aiguilles d'une montre pour entrer dans la station de mise en forme d'oreille polaire principale pour la mise en forme d'oreille polaire ;
⑤ Faites tourner la table rotative dans le sens des aiguilles d'une montre pour entrer dans la station de test, testez la résistance interne de la tension, scannez le code et téléchargez les données ;
⑥ La table rotative tourne dans le sens des aiguilles d'une montre pour entrer dans la station de coupe d'onglet gauche pour couper l'onglet gauche ;
⑦ La table rotative tourne dans le sens des aiguilles d'une montre et entre dans la station de coupe de l'onglet droit pour couper l'onglet droit ;
⑧ La table rotative pourrit mangé s dans le sens des aiguilles d'une montre ; Entrez onglet chirurgie plastique secondaire, chirurgie plastique de l'oreille polaire;
⑨ La table rotative tourne dans le sens des aiguilles d'une montre pour entrer dans la station de décharge de batterie, décharger la batterie et la saisir jusqu'à la ligne d'alimentation de l'équipement ; La cellule tourne à 90° puis tourne 180°.
2) Exigences techniques
① Capacité (UPH): ≥1200pcs / h
② Taux d'utilisation des équipements : > 98 %
③ Taux admissible : > 99,5 %
④ Plage de déviation de la longueur de coupe des cosses de pôle : ± 0,2 mm
⑤ Durée de vie de la fraise ≥400000 fois
⑥ Précision du test de tension : ± 0,01 % rdg. ±3dgt( Selon la précision du testeur);
⑦ Précision du test de résistance interne : ±0,5 % rdg.±5dgt( Selon la précision du testeur);
⑧ Taux d'erreur de jugement : il doit être de 100 % dans les produits de canal OK et ≤ 0,3 % dans les produits de canal ;
⑨ Scannez le code de la cellule, liez et téléchargez les données de test ;
⑩ Le matériau peut être extrait du plateau d'aspiration en plastique empilé. Le bac ne peut pas être connecté au bac. La batterie ne peut pas être endommagée pendant le processus de récupération. Le plateau vide après avoir pris le matériel sera automatiquement retiré et trié en une pile;
⑪ Dimension hors tout (hors ligne d'assemblage) :
2200 (longueur)*1200 (largeur)*1900 (hauteur) mm.
⑫ Taille du matériel :
Noter:T La charge de la table élévatrice de chargement de noyau électrique est inférieure ou égale à 40 kg.
N je suis | Longueur (mm) | Largeur (mm) | Épaisseur (mm) | R remarques |
SuccionP élastiqueT rayon | 270-420 mm | 215-350 mm | Hauteur d'empilement de plusieurs couches ≤ 250mm | Le nombre de cellules électriques dans chaque panneau est de 2-8 |
Batterie | 40- 140 mm | 35- 80mm | 3- 8 mm |
3) Configuration des touches
① Testeur : Lanqi BK600A, 1 jeu
② Pistolet de balayage : Honeywell, 1 jeu
(2) Machine de soudage laser :
1) Action fonctionnelle
① La batterie pénètre dans la machine laser par la chaîne de montage d'alimentation, est saisie par le manipulateur d'alimentation jusqu'au positionnement secondaire et la batterie tourne à 90°;
② Le manipulateur de chargement saisit la batterie du positionnement secondaire à la station de chargement du plateau tournant, et la batterie tourne à 45°;
③ La table rotative tourne dans le sens inverse des aiguilles d'une montre pour entrer dans la station de mise en forme des oreilles polaires pour la mise en forme des oreilles polaires ;
④ La table rotative tourne dans le sens inverse des aiguilles d'une montre et entre dans la station d'alimentation de la plaque de protection pour charger la plaque de protection ;
⑤ La table rotative tourne dans le sens inverse des aiguilles d'une montre et entre dans la station de positionnement de la plaque de protection pour positionner la plaque de protection ;
⑥ La table rotative tourne dans le sens inverse des aiguilles d'une montre pour entrer dans la station de soudage laser pour le soudage laser ;
⑦ La table rotative tourne dans le sens antihoraire pour entrer dans la batterie
station de décharge, déchargez la batterie et saisissez-la jusqu'à la ligne d'alimentation de l'équipement.
2) Exigences techniques
① Capacité (UPH) :≥ 1200 pièces/heure;
② Taux d'utilisation des équipements : > 98 % ;
③ Taux qualifié : > 99,5 % ;
④ Précision de position du soudage laser :± 0,02 mm ;
⑤ Vérifier la position de soudage de la plaque de protection et de la cosse d'électrode du noyau électrique, et la précision de la position :± 0,1 mm ;
⑥ Pré-jugement du soudage par points (souder lorsque la plaque de protection et la cosse d'électrode du noyau électrique sont bien placées, et les retirer sans souder lorsque NG);
⑦ Norme de fermeté de soudage : force de traction du nickel et des matériaux en nickel≥ 2kgf, force de traction des matériaux en aluminium et nickel≥ 0,6 kgf ;
⑧ L'énergie auriculaire positive et négative du soudage laser peut être réglée séparément et commutée librement (Remarque : le fabricant de la machine laser est responsable de cet article et le fabricant du corps du fil est responsable du déclenchement de la connexion, etc.) ;
⑨ Dimension hors tout (hors ligne d'assemblage) :
1200 (Longueur)*1200 (Largeur)*1900 (Hauteur) mm.
⑩ Taille du matériel :
Nom | Longueur (mm) | Largeur (mm) | Épaisseur (mm) | Remarques |
Plaque de protection | 25-80 mm | FPC affaissement 5-30 mm | 0,6-1,2 mm |
(3) Ruban adhésif double face + pliage de feuille de nickel en forme de L + plieuse de plaque de protection :
1) Action fonctionnelle
① La batterie pénètre dans le ruban adhésif double face + pliage de feuille de nickel en forme de L + plieuse de plaque de protection à travers la chaîne de montage d'alimentation. Une fois la cellule électrique positionnée, elle est saisie jusqu'à la station de chargement du plateau tournant par le manipulateur d'alimentation ;
② Tournez la table rotative dans le sens antihoraire pour entrer dans la station de collage pour terminer le collage de l'adhésif double face à l'embouchure de la tasse ;
③ La table rotative tourne dans le sens inverse des aiguilles d'une montre et entre dans la station de pliage de tôle de nickel en forme de L pour plier la tôle de nickel en forme de L ;
④ La table rotative tourne dans le sens inverse des aiguilles d'une montre et entre dans la station de façonnage pour façonner la feuille de nickel en forme de L afin d'assurer l'ajustement ;
⑤ La table rotative tourne dans le sens inverse des aiguilles d'une montre pour entrer dans la station de formage FPC pour façonner le FPC;
⑥ La table rotative tourne dans le sens inverse des aiguilles d'une montre pour entrer dans la station de pliage de la plaque de protection et plier la plaque de protection à 90°
⑦ La table rotative tourne dans le sens inverse des aiguilles d'une montre et entre dans la station de décharge de la batterie. La décharge de la batterie est directement saisie par le manipulateur jusqu'à la chaîne de montage d'alimentation de l'équipement ;
⑧ Après avoir terminé manuellement les processus d'installation manuelle de la coque en caoutchouc, de pliage manuel de la plaque de protection et de pliage manuel de la plaque combinée souple et dure sur la chaîne de montage, la batterie s'écoule dans l'équipement.
2) Exigences techniques
① Capacité (UPH) :≥ 1000 pièces/heure;
② Taux d'utilisation des équipements : > 98 % ;
③ Taux qualifié : > 99,5 % ;
④ Diamètre intérieur du cylindre adhésif double face (mm) :∅ 76 ;
⑤ Précision de collage :± 0,25 mm ;
⑥ Angle de pliage : inférieur ou égal à 90 ;
⑦ Le noyau électrique, la plaque de protection et ses composants doivent être protégés pour éviter tout dommage ;
⑧ Dimension hors tout (hors ligne d'assemblage) :
1200 (Longueur)*1200 (Largeur)*1900 (Hauteur) mm.
(4) Machine de collage de tête entièrement automatique :
1) Fonction d'action
① La batterie entre dans la machine de collage de tête par la ligne d'alimentation. Une fois la cellule électrique positionnée, elle est saisie jusqu'à la station de chargement du plateau tournant par le manipulateur d'alimentation ;
② Faites pivoter la table rotative dans le sens inverse des aiguilles d'une montre pour entrer dans la station de collage de la tête et collez la colle de formage sur la surface supérieure de la batterie ;
③ Faites pivoter la table rotative dans le sens inverse des aiguilles d'une montre pour entrer dans la station d'emballage de colle et enveloppez les oreilles des deux côtés de la colle de moulage à l'arrière de la batterie ;
④ La table rotative tourne dans le sens inverse des aiguilles d'une montre pour entrer dans la station d'emballage de colle et envelopper le haut de la tête formant de la colle à l'arrière de la batterie ;
⑤ La table rotative tourne dans le sens inverse des aiguilles d'une montre pour entrer dans la station de décharge de batterie, décharger la batterie et la saisir jusqu'à la ligne d'alimentation de l'équipement.
2) Paramètres techniques
① Capacité (UPH) :≥ 1100 pièces/heure;
② Taux d'utilisation des équipements : > 98 % ;
③ Taux qualifié : > 99,5 % ;
④ Diamètre intérieur du cylindre adhésif double face (mm) :∅ 76 ;
⑤ Précision de collage :± 0,25 mm ;
⑥ Dimension hors tout (hors ligne d'assemblage) :
1400 (Longueur)*1200 (Largeur)*1900 (Hauteur) mm.
5.Exigences générales pour l'équipement
(1) Exigences générales d'utilisation
1) Chaque équipement de station peut sélectionner une opération indépendante ou une opération de liaison et enregistrer des données en fonction des exigences de chaque module.
2) Le montage de l'outillage peut être remplacé et s'applique à d'autres modèles de produits.
3) Les pièces facilement usées doivent être remplaçables séparément.
4) Un traitement antidérapant doit être effectué pour les vis dans les stations avec une activité et une résistance élevées de l'équipement, et des appareils dentaires doivent être installés sur les trous de vis sur la bakélite et d'autres pièces.
5) Évitez ou protégez les pièces pouvant endommager le noyau électrique, telles que chute, écrasement, rayure, soudure, etc.
6) Le traitement électrostatique de l'ensemble de l'équipement doit répondre aux
exigences de l'entreprise, et les pièces de contact de la plaque de protection doivent être en matériaux antistatiques.
7) Chaque équipement doit être équipé d'installations d'éclairage séparément, et des lampes à économie d'énergie sont nécessaires.
8) Protection du produit et contrôle qualité :
① Pas inférieur aux exigences de l'exploitation de la ligne manuelle existante (voir l'organigramme du processus du produit pour plus de détails).
② Le processus d'exploitation nécessite que le code à barres de la batterie soit lié à la fermeture de la carte pour éviter le traitement manquant et la sortie des produits défectueux.
(2) Exigences de sécurité mécanique
1) Se conformer aux normes de sécurité nationales et aux réglementations nationales de sécurité et de santé.
2) L'équipement doit être doté de mesures de protection de sécurité adéquates et complètes, telles qu'un filet de protection, une protection photoélectrique, une grille de protection et d'autres dispositifs de protection. Les parties tournantes, les parties dangereuses et les parties dangereuses de l'équipement doivent être munies de dispositifs de protection.
3) Les dispositifs de protection et autres installations doivent empêcher les opérateurs d'entrer dans la zone dangereuse d'exploitation, ou lorsque le personnel pénètre dans la zone dangereuse par erreur, l'équipement peut percevoir l'action de protection correspondante, qui est peu susceptible de causer des blessures au personnel, c'est-à-dire la protection les dispositifs doivent réaliser la liaison et le verrouillage avec le système de contrôle de l'équipement.
4) Les pièces mobiles et les composants qui sont fréquemment ajustés et entretenus doivent être équipés de capots de protection mobiles. Si nécessaire, un dispositif de verrouillage doit être installé pour garantir que les parties mobiles ne peuvent pas être démarrées sans fermer le dispositif de protection (y compris capot de protection, porte de protection, etc.) ; Une fois le dispositif de protection (y compris capot de protection, porte de protection, etc.) ouvert, l'équipement doit s'arrêter automatiquement et immédiatement.
5) La transmission, l'action, le rayonnement et d'autres parties de l'équipement doivent avoir de bons dispositifs de protection d'écran.
6) Le mécanisme de fonctionnement de l'équipement, tel que la poignée, le volant et la tige de traction, doit être réglé avec un fonctionnement pratique, une sécurité et une économie de travail, des marques claires, complètes, fermes et fiables.
(3) Exigences de sécurité électrique
1) Le système de contrôle peut garantir que l'alimentation en énergie de l'équipement ne causera pas de danger en cas d'anomalie et que l'équipement lui-même ne sera pas endommagé ou ne blessera pas le personnel.
2) Le système de contrôle doit être éloigné des zones inflammables, explosives, à haute température, à forte humidité et à forte corrosion. Si cela est inévitable, les mesures de blindage nécessaires doivent être définies et l'armoire de commande doit présenter de bonnes conditions de dissipation thermique. La ligne de commande doit s'assurer qu'elle ne causera pas de dommages même si la ligne tombe en panne ou est endommagée.
3) Le système de commande doit être placé dans la position appropriée pour l'utilisation et l'observation par l'opérateur. L'équipement est équipé des boutons d'arrêt d'urgence nécessaires en fonction des conditions spécifiques. Le mécanisme d'arrêt d'urgence doit être autobloquant et sa couleur de fonctionnement est rouge. S'il y a une couleur d'arrière-plan, la couleur d'arrière-plan doit être le noir. Les pièces de fonctionnement de l'interrupteur à bouton doivent être du type à poussoir ou à tête de champignon.
4) Système de contrôle électrique de l'équipement : avec protection contre les surcharges et fonctions de protection contre les courts-circuits.
5) Lors de l'inspection, du réglage et de la maintenance, l'équipement de production qui doit observer la zone dangereuse ou les parties du corps humain doivent s'étendre dans la zone dangereuse doit être empêché de tout démarrage erroné. Lorsque l'équipement peut mettre en danger la sécurité des personnes en raison d'un démarrage accidentel, des dispositifs de protection de sécurité obligatoires doivent être configurés pour empêcher un démarrage accidentel.
6) Lorsque l'énergie est coupée accidentellement puis remise en marche, l'équipement doit pouvoir éviter un fonctionnement dangereux.
7) Le système d'alimentation triphasé à cinq fils est adopté et les mesures de connexion du neutre de protection sont adoptées pour la coque de l'équipement.
8) Pendant le fonctionnement de l'équipement, lorsqu'un composant tombe en panne ou est
endommagé, l'équipement lui-même a des mesures de protection correspondantes, qui ne peuvent pas causer de dommages plus importants à l'équipement lui-même ou nuire à l'opérateur. Les mesures de protection comprennent principalement : la protection du temps d'exécution de l'action : lorsque le temps d'exécution réel d'une action dépasse la valeur normale, elle déclenche une alarme ; Protection contre les mauvais fonctionnements : en raison de l'étanchéité laxiste et de la décharge de pression de la canalisation, il doit y avoir une alarme lorsque les parties qui ne devraient pas agir agissent.
9) Il existe des mesures pour éviter l'usure des fils autour de la sortie de l'armoire de distribution, et il n'y a pas de connecteur au milieu de la ligne électrique.
6. Marque et liste de colisage des pièces importantes
(1) Marques de pièces importantes :
NON. | Catégorie de pièce standard | Description des restrictions de fonction et de marque |
1 | Cadre | Traitement de cuisson de peinture de surface |
2 | Grande planche | La surface doit être galvanisée avec une épaisseur de 20mm |
3 | Pièces usinées | Traitement de sablage et d'oxydation pour les pièces en aluminium et traitement de galvanoplastie pour les pièces en fer |
4 | Homme-Machine | Marque limitée à vialon |
5 | API | Omron a une garantie de trois ans et réserve 10 % des ports |
6 | Source de courant | Omron, Delta, Mingwei et autres alimentations à découpage |
7 | Capteur | Panasonic, Kearns, Omron |
8 | Accessoires de contrôle électrique | La barre de câblage et les autres pièces électriques doivent être au moins des marques nationales de haute qualité |
9 | Contacteur | Schneider, Omron |
10 | Bouton | Schneider, Omron |
11 | Moteur ordinaire | Xintaichuang |
12 | Moteur pas à pas | Reyes |
13 | Servomoteur | Panasonic, Fuji |
14 | Carte E/S | Lesai, Ni, Gugao |
15 | Cylindre ordinaire | Yadeke, SMC |
16 | Cylindre sans tige | Yadeke, SMC |
17 | Électrovanne | Yadeke |
18 | Combinaison de traitement de source de gaz | Yadeke |
19 | Roulement ou roulement linéaire | Mismi, NSK, THK et autres marques |
20 | Guider | Banque de Shanghai, THK et autres marques |
21 | Module linéaire | Argent de Shanghai, Mismi et autres marques |
22 | Pièces standard structurelles | Argent de Shanghai, Mismi et autres marques |
23 | CIB | Yanxiang |
24 | Surveiller | Philips |
(2) Liste de colisage
NON. | Nom | Quantité | Remarques |
1 | Liste de colisage | 1 exemplaire | |
2 | Certificat de conformité | 1 exemplaire | |
3 | Mode d'emploi | 2 exemplaires | |
4 | Dessin d'usinage de pièces vulnérables | 1 exemplaire | |
5 | Schéma électrique | 2 exemplaires | Fichier électronique |
6 | Schéma de principe de la connexion IO | 2 exemplaires | |
7 | Manuel d'entretien de l'équipement | 1 exemplaire | |
8 | Liste des pièces vulnérables | 1 exemplaire | Fichier électronique |









1 paquet standard exporté: protection anticollision interne, emballage de boîte en bois d'exportation externe.
2 Expédition par exprès, par avion, par mer selon les exigences des clients pour trouver le moyen le plus approprié.
3 Responsable des dommages pendant le processus d'expédition, changera la partie endommagée pour vous gratuitement.

Suivant :
Machine de découpe et d'essai d'onglets pour l'usine d'assemblage de batteries au lithium polymèreCatégories
Nouveaux produits

boîte à gants sous vide en acier inoxydable h2o & O2 système de purification En savoir plus

Broyeur à boulets planétaire pour le broyage de poudre En savoir plus

Lab 12t Presse hydraulique manuelle avec une jauge de pression numérique optionnelle couramment utilisée dans les laboratoires infrarouges En savoir plus

Directeur commercial: Andréa E-mail: Andrea@tmaxlaboratory.com Wechat : 18250801164
Directeur commercial: Andréa E-mail: Andrea@tmaxlaboratory.com Wechat : 18250801164

Directeur commercial: Andréa E-mail: Andrea@tmaxlaboratory.com Wechat : 18250801164

Directeur commercial: Andréa E-mail: Andrea@tmaxlaboratory.com Wechat : 18250801164

Directeur commercial: Andréa E-mail: Andrea@tmaxlaboratory.com Wechat : 18250801164

Directeur commercial: Andréa E-mail: Andrea@tmaxlaboratory.com Wechat : 18250801164
Automatic Production Equipment of Polymer Battery for Mobile Phone Battery Pack Production Line 1.Equipment Function Introduction The automatic production line is mainly used to complete the mobile phone battery pack production process. The process flow includes: 1)Polymer battery tab shaping , 2)OCV test, 3)Battery tab cutting, 4)Welding, 5)Double-sided adhesive pasting, 6)BMS bending, 7)Adhesive pasting and forming, 8)Finished battery testing; 9)FPC sponge adhesive pasting. According to the process flow and technical requirements, the pack line is connected by the following 5 equipment: (1)Automatic feeding + multifunctional machine; (2)Automatic laser welding machine; (3)Double sided adhesive tape + L-shaped nickel sheet bending + protective plate bending machine; (4)Automatic head adhesive machine. 2.Process Flow 3.Technical Parameters 1. Applicable Range of Battery Size (unit: mm): Length: 40-130mm (Excluding pole lug length) Width: 30-70mm Thickness: 3-10mm Lug length: 4-20mm 2. Environmental Conditions: Air Pressure of Air Source: 0.5 ~ 0.6 MPa Power Supply Voltage: 220V, 50Hz Total Power: ≤15kw Area Bearing Ratio: ≤500kg / M² Ambient Temperature: 5ºC-50ºC Humidity: 50% - 90% 3. Production Line Efficiency: ≥900pcs / h 4. Equipment Utilization Rate: > 98% 5. Product Qualification Rate: > 98% 6. The feeding and discharging directions of the equipment shall be consistent, and the tail of the electric core shall face the equipment operation surface. 7. Process Applicability: Applicable to soft pack batteries with the same process. 8. Meet safety production requirements, including product safety and battery safety. 9. Overall Dimension (Excluding assembly line): Wire body: 9200 (Long)*1200 (Width)*1900 (Height) mm Assembly Line Height: 900mm±50mm 4.Overall Equipment Layout and Equipment Workflow Description Overall Layout of Line Body: Note: the line includes 4 persons, one of whom is responsible for the laser machine protection board; 2 persons are responsible for installing the rubber shell; One person is responsible for feeding, inspecting the whole line and replacing materials such as tape. Function and Action Requirements of Single Equipment: (1)Automatic Feeding + Multifunction Machine: 1) Functional Action ① The battery is automatically loaded from the feeding tray to the assembly line of the feeding machine through the feeding machine, and the positioning cylinder is positioned; ② The shift manipulator grabs the battery from the loading machine assembly line to the multi-function machine feeding assembly line. The battery can be rotated by 90°or turned over at will; ③ The electric core enters through the feeding assembly line of the multi-function machine. After the electric core is positioned, it is grabbed to the feeding station of the rotary table by the feeding manipulator; ④ The rotary table rotates clockwise to enter the primary pole ear shaping station for pole ear shaping; ⑤ Rotate the rotary table clockwise to enter the test station, test the voltage internal resistance, scan the code and upload the data; ⑥ The rotary table rotates clockwise to enter the left tab cutting station to cut the left tab; ⑦ The rotary table rotates clockwise and enters the cutting station of the right tab to cut the right tab; ⑧ The rotary table rotates clockwise; Enter tab secondary plastic surgery, polar ear plastic surgery; ⑨ The rotary table rotates clockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment; The cell rotates 90°and then turns 180°. 2) Technical Requirements ① Capacity (UPH): ≥1200pcs / h ② Equipment utilization rate: > 98% ③ Qualified rate: > 99.5% ④ Deviation range of pole lug cutting length: ±0.2mm ⑤ Cutter life ≥400000 times ⑥ Voltage test accuracy:±0.01% rdg. ±3dgt(According to the accuracy of the tester); ⑦ Internal resistance test accuracy:±0.5% rdg.±5dgt(According to the accuracy of the tester); ⑧ Misjudgment rate: it must be 100% in channel OK products and≤0.3% in channel ng products; ⑨ Scan the code of the cell, bind and upload the test data; ⑩ The material can be taken from the stacked plastic suction tray. The tray cannot be connected with the tray. The battery cannot be damaged during the reclaiming process. The empty tray after taking the material will be removed automatically and sorted into a stack; ⑪ Overall dimension (excluding assembly line): 2200 (Length)*1200 (Width)*1900 (Height) mm. ⑫ Material size: Note: The load of electric core loading lifting table is less than or equal to 40kg. Name Length (mm) Width (mm) Thickness (mm) Remarks Suction Plastic Tray 270-420 mm 215-350 mm Stacking height of multiple layers ≤ 250mm The number of electric cells in each panel is 2-8 Battery 40-140mm 35-80mm 3-8mm 3) Key Configuration ① Tester: Lanqi BK600A, 1 set ② Scanning gun: Honeywell, 1 set (2) Laser Welding Machine: 1) Functional Action ① The battery enters the laser machine through the feeding assembly line, is grasped by the feeding manipulator to the secondary positioning, and the battery rotates 90°; ② The loading manipulator grabs the battery from the secondary positioning to the turntable loading station, and the battery rotates 45°; ③ The rotary table rotates counterclockwise to enter the pole ear shaping station for pole ear shaping; ④ The rotary table rotates counterclockwise and enters the feeding station of the protection plate to load the protection plate; ⑤ The rotary table rotates counterclockwise and enters the protection plate positioning station to position the protection plate; ⑥ The rotary table rotates counterclockwise to enter the laser welding station for laser welding; ⑦ The rotary table rotates counterclockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment. 2) Technical Requirements ① Capacity (UPH): ≥1200pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Position accuracy of laser welding: ±0.02mm; ⑤ Check the welding position of the protective plate and the electrode lug of the electric core, and the position accuracy: ±0.1mm; ⑥ Pre judgment of spot welding (weld when the protective plate and the electrode lug of the electric core are placed OK, and pick them out without welding when NG); ⑦ Welding firmness standard: tensile force of nickel and nickel materials≥2kgf, tensile force of aluminum and nickel materials≥0.6kgf; ⑧ The positive and negative ear energy of laser welding can be set separately and switched freely (Note: the laser machine manufacturer is responsible for this item, and the wire body manufacturer is responsible for triggering the connection, etc.); ⑨ Overall dimension (excluding assembly line): 1200 (Length)*1200 (Width)*1900 (Height) mm. ⑩ Material size: Name Length (mm) Width (mm) Thickness (mm) Remarks Protective Plate 25-80 mm FPC sagging 5-30 mm 0.6-1.2mm (3)Double Sided Adhesive Tape + L-shaped Nickel Sheet Bending + Protective Plate Bending Machine: 1) Functional Action ① The battery enters the double-sided adhesive tape + L-shaped nickel sheet bending + protective plate bending machine through the feeding assembly line. After the electric cell is positioned, it is grabbed to the turntable loading station by the feeding manipulator; ② Rotate the rotary table counterclockwise to enter the gluing station to complete the gluing of double-sided adhesive at the cup mouth; ③ The rotary table rotates counterclockwise and enters the L-shaped nickel sheet bending station to bend the L-shaped nickel sheet; ④ The rotary table rotates counterclockwise and enters the shaping station to shape the L-shaped nickel sheet to ensure the fit; ⑤ The rotary table rotates counterclockwise to enter the FPC shaping station to shape the FPC; ⑥ The rotary table rotates counterclockwise to enter the protective plate bending station and bend the protective plate 90 ° ⑦ The rotary table rotates counterclockwise and enters the battery discharge station. The battery discharge is directly grabbed by the manipulator to the feeding assembly line of the equipment; ⑧ After manually completing the processes of manually installing rubber shell, manually folding protective plate and manually folding soft and hard combination plate on the assembly line, the battery flows into the equipment. 2) Technical Requirements ① Capacity (UPH): ≥1000pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Inner diameter of double-sided adhesive cylinder (mm):∅76; ⑤ Gluing accuracy: ±0.25mm; ⑥ Bending angle: less than or equal to 90; ⑦ The electric core, protective plate and its components shall be protected to prevent damage; ⑧ Overall dimension (excluding assembly line): 1200 (Length)*1200 (Width)*1900 (Height) mm. (4) Full Automatic Head Gluing Machine: 1) Action Function ① The battery enters the head gluing machine through the feeding line. After the electric cell is positioned, it is grabbed to the turntable loading station by the feeding manipulator; ② Rotate the rotary table counterclockwise to enter the head gluing station and stick the forming glue on the upper surface of the battery; ③ Rotate the rotary table counterclockwise to enter the glue wrapping station and wrap the ears on both sides of the molding glue on the back of the battery; ④ The rotary table rotates counterclockwise to enter the glue wrapping station and wrap the top of the head forming glue to the back of the battery; ⑤ The rotary table rotates counterclockwise to enter the battery discharge station, discharge the battery, and grab it to the feeding line of the equipment. 2) Technical Parameters ① Capacity (UPH): ≥1100pcs / h; ② Equipment utilization rate: > 98%; ③ Qualified rate: > 99.5%; ④ Inner diameter of double-sided adhesive cylinder (mm): ∅76; ⑤ Gluing accuracy: ± 0.25mm; ⑥ Overall dimension (excluding assembly line): 1400 (Length)*1200 (Width)*1900 (Height) mm. 5.General Requirements for Equipment (1) General Use Requirements 1) Each station equipment can select independent operation or binding operation and save data according to the requirements of each module. 2) The tooling fixture can be replaced and is applicable to other models of products. 3) Easily worn parts must be replaceable separately. 4) Anti skid treatment must be carried out for the screws in the stations with high equipment activity and strength, and dental braces shall be installed on the screw holes on bakelite and other parts. 5) Avoid or protect the parts that can damage the electric core, such as falling, crushing, scratching, welding, etc. 6) The electrostatic treatment of the whole equipment shall meet the requirements of the company, and the contact parts of the protective plate shall be made of anti-static materials. 7) Each equipment shall be equipped with lighting facilities separately, and energy-saving lamps are required. 8) Product protection and quality control: ① Not lower than the requirements of existing manual line operation (see product process flow chart for details). ② The operation process requires that the battery bar code is bound to realize card closing to avoid missing processing and outflow of defective products. (2) Mechanical Safety Requirements 1) Comply with national safety standards and national safety and health regulations. 2) The equipment shall be provided with good and comprehensive safety protection measures, such as protective net, photoelectric protection, protective grating and other protective devices. The rotating parts, dangerous parts and dangerous parts on the equipment shall be provided with protective devices. 3) Protective devices and other facilities shall prevent operators from entering the operation dangerous area, or when personnel enter the dangerous area by mistake, the equipment can perceive the corresponding protective action, which is unlikely to cause injury to personnel, that is, the protective devices shall realize linkage and interlock with the equipment control system. 4) Movable parts and components that are frequently adjusted and maintained shall be equipped with movable protective covers. If necessary, interlocking device shall be installed to ensure that movable parts cannot be started without closing the protective device (including protective cover, protective door, etc.); Once the protective device (including protective cover, protective door, etc.) is opened, the equipment shall stop automatically immediately. 5) The transmission, action, radiation and other parts of the equipment shall have good screen protection devices. 6) The operating mechanism of the equipment, such as handle, hand wheel and pull rod, shall be set with convenient operation, safety and labor saving, clear, complete, firm and reliable marks. (3) Electrical Safety Requirements 1) The control system can ensure that the energy supply of the equipment will not cause danger in case of abnormality, and the equipment itself will not be damaged or hurt personnel. 2) The control system shall be far away from flammable, explosive, high temperature, high humidity and high corrosion areas. If it is unavoidable, necessary shielding measures shall be set, and the control cabinet shall have good heat dissipation conditions. The control line shall ensure that it will not cause harm even if the line fails or is damaged. 3) The control system shall be placed at the position convenient for operation and observation by the operator. The equipment is equipped with necessary emergency stop buttons according to specific conditions. The emergency stop mechanism must be self-locking, and its operation color is red. If there is a background color, the background color shall be black. The operating parts of button operated switch shall be palm push type or mushroom head type. 4) Electrical control system of equipment: with overload protection and short circuit protection functions. 5) During inspection, adjustment and maintenance, the production equipment that needs to observe the dangerous area or parts of the human body need to extend into the dangerous area must be prevented from misstartup. When the equipment may endanger personal safety due to accidental start, mandatory safety protection devices must be configured to prevent accidental start. 6) When the energy is cut off accidentally and then switched on again, the equipment must be able to avoid dangerous operation. 7) The three-phase five wire power supply system is adopted, and the protective neutral connection measures are adopted for the equipment shell. 8) During the operation of the equipment, when a component fails or is damaged, the equipment itself has corresponding protective measures, which can not cause greater damage to the equipment itself or harm the operator. Protection measures mainly include: action running time protection: when the actual running time of an action exceeds the normal value, it will give an alarm; Misoperation protection: due to the lax sealing and pressure relief of the pipeline, there shall be an alarm when the parts that should not act act act. 9) There are measures to prevent wire wear around the outlet of the distribution cabinet, and there is no connector in the middle of the power line. 6.Brand and Packing List of Important Parts (1) Brands of Important Parts: NO. Standard Part Category Description of Function and Brand Restrictions 1 Frame Surface paint baking treatment 2 Big Board The surface shall be electroplated with a thickness of 20mm 3 Machined Parts Sand blasting and oxidation treatment for aluminum parts and electroplating treatment for iron parts 4 Man-Machine Brand limited to vialon 5 PLC Omron has a three-year warranty and reserves 10% ports 6 Power Supply Omron, Delta, Mingwei and other switching power supplies 7 Sensor Panasonic, Kearns, Omron 8 Electric Control Accessories Wiring bar and other electrical parts shall be at least domestic high-quality brands 9 Contactor Schneider, Omron 10 Button Schneider, Omron 11 Ordinary Motor Xintaichuang 12 Stepper Motor Reyes 13 Servo Motor Panasonic, Fuji 14 I / O Board Lesai, Ni, Gugao 15 Ordinary Cylinder Yadeke, SMC 16 Rodless Cylinder Yadeke, SMC 17 Solenoid Valve Yadeke 18 Gas Source Treatment Combination Yadeke 19 Bearing or Linear Bearing Mismi, NSK, THK and other brands 20 Guide Shanghai Bank, THK and other brands 21 Linear Module Shanghai silver, Mismi and other brands 22 Structural Standard Parts Shanghai silver, Mismi and other brands 23 IPC Yanxiang 24 Monitor Philips (2) Packing List NO. Name Quantity Remarks 1 Packing List 1 copy 2 Certificate of Conformity 1 copy 3 Operation Manual 2 copies 4 Machining Drawing of Vulnerable Parts 1 copy 5 Electrical Schematic Diagram 2 copies Electronic file 6 Schematic Diagram of IO Connection 2 copies 7 Equipment Maintenance Manual 1 copy 8 List of Vulnerable Parts 1 copy Electronic file 1. We supply machines with battery technology support. 2. We supply full set of lithium battery equipment for lab research, pilot scale research and production line. 1 Standard exported package: Internal anticollision protection, external export wooden box packaging. 2 Shipping by express, by air, by sea according to customers' requirements to find the most suitable way. 3 Responsible for the damage during the shipping process, will change the damage part for you for free.

5V 10A 256 Channel Grading Machine for Pouch Cell I. Equipment Configuration List No. Category Product Name Model Quantity Remark 1 Cell Grading Equipment Pouch Cell Grading Machine TMAX-XL6512LK-5V6A 1 set 256CH5V10A 2 Accessories Communication Accessories Communication cables / RJ45 plugs, etc. Several Suitable for on-site connection II. Equipment Scope and Function 1) Equipment Application Scope: Mainly used for cell formation and capacity grading. It is suitable for specific cell types (cell size drawings provided by the user). Cell size: 170 mm × 70 mm (customization available for larger sizes). 2) Supported Test Functions: Constant current charging, constant current–constant voltage charging, constant current discharging, resting, etc. III. Process Flow Diagram Manual loading → Send process step → Process completion → Manual unloading IV. Equipment Description 1) Open-frame structure with four doors, 8 layers each, totaling 32 fixture trays. 2) Each tray holds 16 cells (16 channels), totaling 512 channels. 3) The equipment contacts the positive and negative poles of the cells for charge/discharge testing. V. Environmental Requirements 1) Power supply: AC 380V ±10%, 50Hz ±5%, max cabinet input power: 20KW (512CH) 2) Ambient temperature: 0–40°C 3) Ambient humidity: ≤75% R.H (no condensation) 4) Environment: No strong vibration, no corrosive or flammable/explosive gases 5) ESD protection: Grounding required with independent grounding port Ⅵ. Technical Parameters No. Item Specification 1 Channel Control Mode Whole-machine start testing 2 Voltage Per-channel voltage range Charge: 10 mV ~ 5000 mV Accuracy ±(0.05%RD + 0.05%FS) Resolution 1 mV Minimum discharge voltage 2000 mV 3 Current Per-channel current range Charge: 10 mA ~ 10000 mA; Discharge: –10 mA ~ –10000 mA Accuracy ±(0.05%RD + 0.05%FS) Resolution 1 mA 4 Time Step time range 1–1000 min/step, accuracy ±0.1% 5 Data Save interval Δt: 1–999 min; ΔU: 10 mV; ΔI: 10 mA Statistics Open-circuit voltage, average voltage, working time, current, capacity, platform capacity per step; detailed curves and data for each step; number of cells in each capacity segment 6 Charging Charging modes Constant current (CC), Constant current–constant voltage (CC-CV) Cut-off conditions Voltage, current, relative time, capacity 7 Discharging Discharging mode Constant current (CC) discharge Cut-off conditions Voltage, current, relative time, capacity 8 Cycle Cycle measurement range 1–32 cycles Steps per cycle 16 9 Curve Display Current curve, voltage curve, capacity curve 10 Protection Software protection Power-off data protection; configurable safety limits: low/high voltage, low/high current, capacity upper limit Hardware protection Anti-reverse-connection protection module 11 Voltage & Current Sampling Four-wire connection 12 Noise Level < 75 dB (measured at 1000 mm) 13 Communication (Host PC) CAN communication 14 Data Output Excel, PDF, graphs 15 Accuracy Temperature Range 25 ± 3°C 16 Sorting Function Yes; supports hardware LED sorting and software sorting 17 Inspection Speed 9 s 18 Equipment Failure Rate ≤ 2% 19 Offline Protection Automatically pauses when communication is lost; resumes after confirmation via PC command 20 Appearance Color International standard warm gray 1C Ⅶ. Equipment Appearance Item Description Equipment Dimensions (For reference only, subject to the actual machine) Size (mm) L: 1600 mm W: 550 mm H: 1850 mm Cell Layout Cells are placed horizontally on trays. Material Loading Method Total 64 trays; each tray holds 4 cells; total machine capacity: 256 cells. Clamping Method Manual clamping Cooling System Air cooling with axial fans for heat dissipation 2. Clamp Clamp
Pour demandes de renseignements sur nos produits ou notre liste de prix, veuillez nous laisser et nous vous contacterons dans les 24 heures.
© Droit d\'auteur: 2026 Xiamen Tmax Battery Equipments Limited Tous droits réservés.

IPv6 réseau pris en charge














