Rejoindre TMAX, devenir agent!
Rejoindre TMAX, devenir agent!
Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Numéro d\'article.:
TMAX-5V5A128CHPaiement:
L/C, T/T, Western Union, Credit Cards, PaypalOrigine du produit:
ChinaPort d\'expédition:
Xiamen PortDélai de mise en œuvre:
5 Dayscertificat :
CE, IOS, ROHS, SGS, UL Certificategarantie :
Two years limited warranty with lifetime technical support
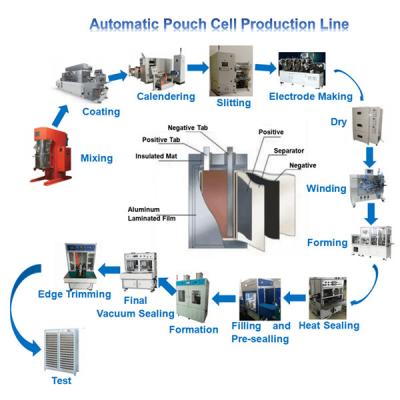
1.Introduction
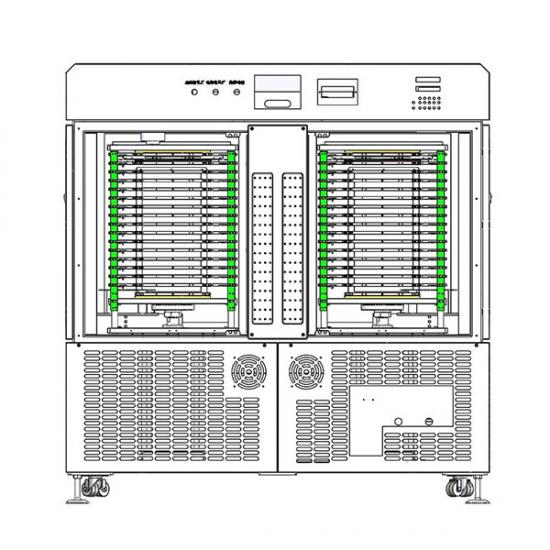
Cet équipement est principalement utilisé pour la formation de batteries polymères dans des conditions de pression. L'ensemble de la machine se compose d'un incubateur et de 2 ensembles d'appareils, dont l'équipement dispose de 128 canaux, et les appareils et équipements sont intégrés.
1.1 Fonctions du luminaire :
A. Fournit la pression requise pour comprimer la cellule, qui peut être réglée dans la plage admissible de sécurité de pression. Si le réglage de la pression dépasse la plage de réglage de la pression, une alarme s'affichera ;
B. Appuyez fermement sur l'électrode pour assurer une connexion fiable entre l'électrode et le circuit entre l'ensemble de la machine.
1.2 Fonctions de formation :
A. Fonction de chauffage et de contrôle de la température ;
B. Fonction d'accueil fiable des canaux ;
C. Fonction de charge ;
D. Fonction de décharge ;
E. Fonction de liaison de données et de communication ;
F. Fonctions de sécurité et de protection.
2.Paramètres de base
2.1 Alimentation de configuration : tension AC380 ± 10 %, puissance nominale 10 kW.
2.2 Entrée de la source d'air : la pression d'entrée minimale n'est pas inférieure à 0,6 MPa et la pression maximale n'est pas supérieure à 1,0 MPa. Il y a 2 luminaires dans toute la machine. Un seul appareil est pressurisé par un cylindre d'un diamètre de 250 mm. Lorsque l'entrée de la source d'air atteint 0,6 MPa, la pression maximale d'un seul cylindre est de 2 000 kg.
2.3 Poids de l'équipement : le poids du luminaire est inférieur à 350 kg, le poids de la machine entière est inférieur à 1 100 kg et le rapport entre le poids total et la surface portante est de 500 kg/m².
2.4 Aspect couleur principale : gris chaud 1C.
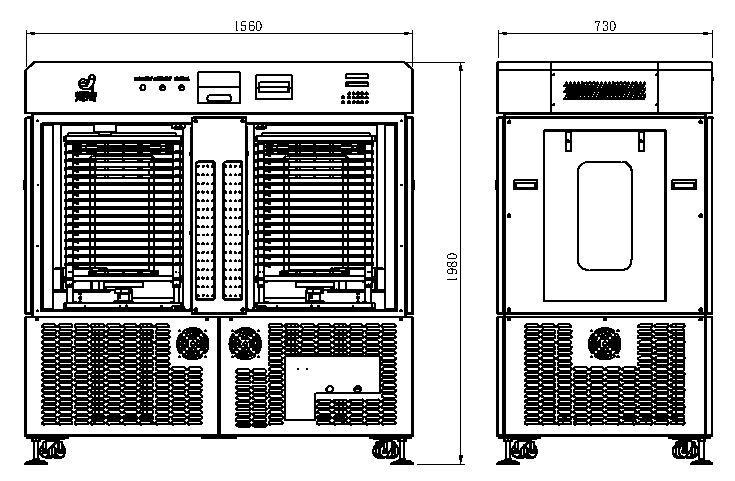
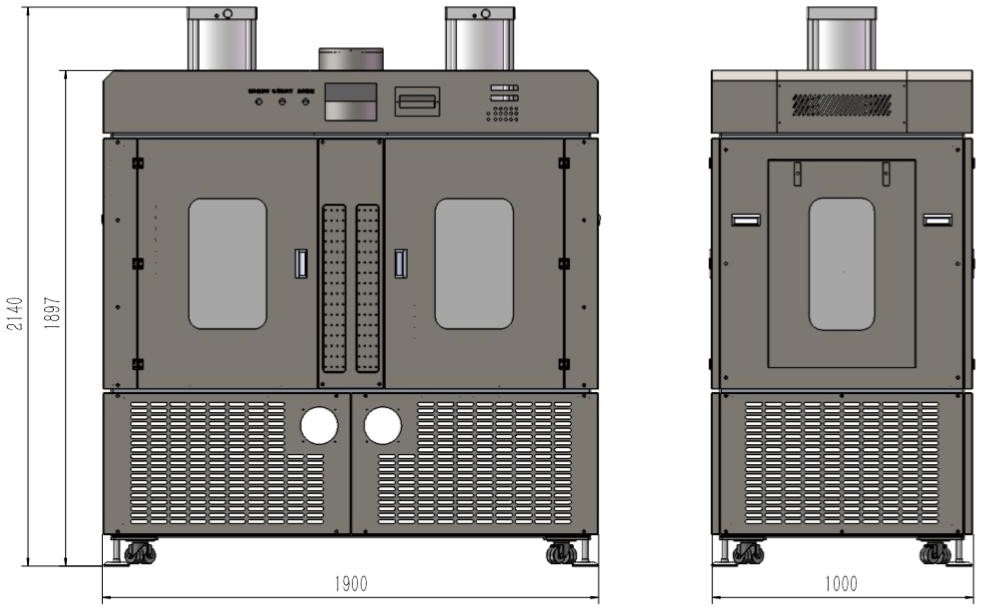
2.5 Les dimensions hors tout de l'équipement : L*W*H ⤠1560 mm*730 mm*1980 mm (tolérance de taille autorisée ± 20 mm )
A. Équipement extérieurer dessin des dimensions :
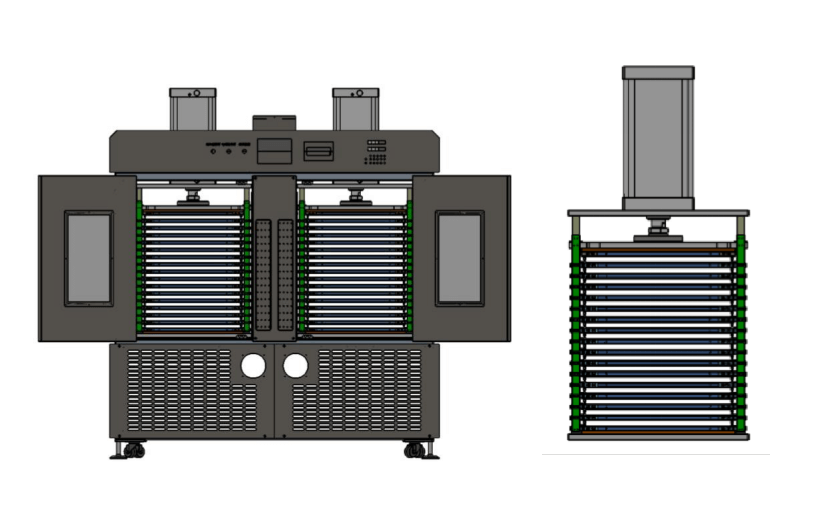
B. Schéma schématique de l'équipement et de la structure des luminaires
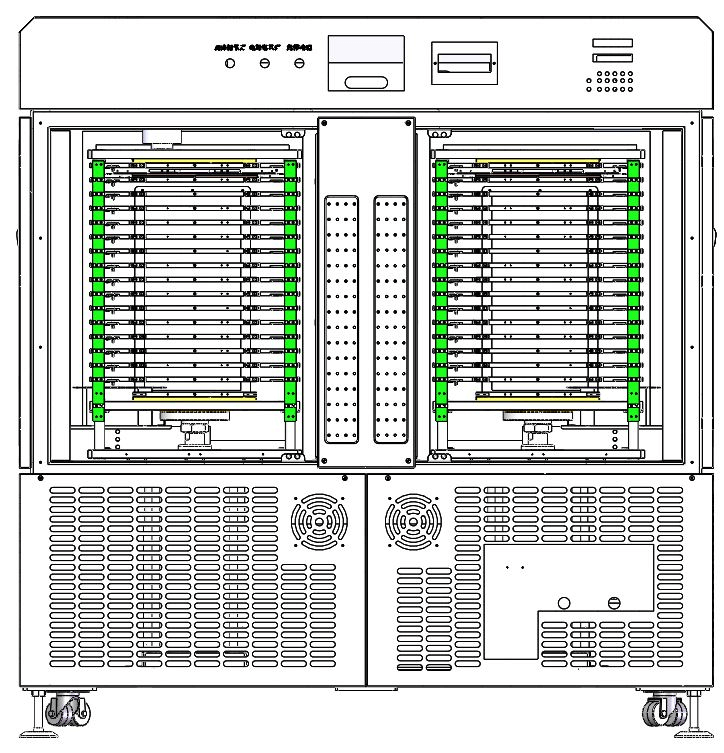
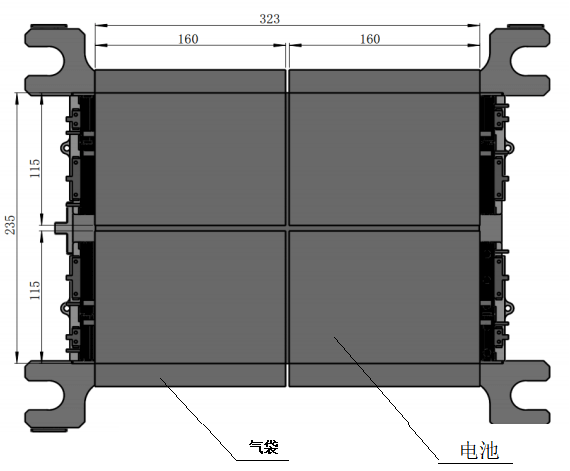
Une couche de plaque chauffante peut contenir 4 batteries : le noyau électrique repose à plat sur la plaque chauffante. La largeur du corps de la cellule peut atteindre 115 mm et la hauteur du corps cellulaire peut atteindre 160 mm.
D. Lorsque la pince est ouverte, la largeur de l'espace entre deux plaques chauffantes adjacentes est de 22 mm.
2.6 Les spécifications de taille de la batterie entrante sont les suivantes
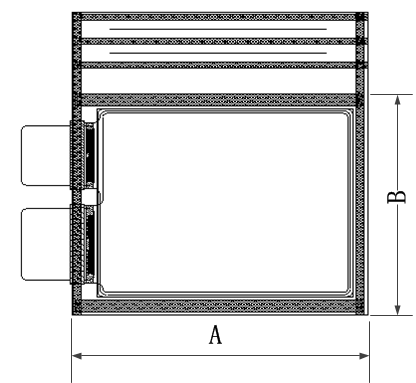
Schéma schématique de la cellule de batterie (avec airbag et bandes de chant)
|
Longueur du noyau de batterie A (mm) |
Largeur du corps de batterie B (mm) |
Largeur de l'airbag dans la direction B (mm) |
Épaisseur des cellules (mm) |
|
20-155 |
20-105 |
Pas de limite |
2-12 |
Les dimensions de longueur et de largeur du corps du noyau de batterie incluent les dimensions de scellement des bords du film laminé en aluminium.
2.7 Taux de qualification : Etaux d'utilisation du canal d'équipement â¥96 % (hors défauts de batterie causés par ses propres raisons), ce lot d'équipements est constitué à 90 % d'équipements neufs, gratuits pendant 1 an de service d'exonération et de service de maintenance à vie.
2.8 Tableau de configuration des accessoires d'équipement clés (marque, modèle)
|
Non. |
Nom des pièces principales |
Modèle |
Marque |
Origine |
|
1 |
Châssis |
……… |
………… |
Fait soi-même |
|
2 |
Luminaire |
………… |
………… |
Fait soi-même |
|
3 |
Plateau |
………… |
………… |
Fait soi-même |
|
4 |
Test de puissance |
5V5A128CH |
Shengchuang |
Externalisation |
|
5 |
Cylindre |
Φ250*350 |
AirTAC |
Externalisation |
|
6 |
Écran tactile |
………… |
Xinjie |
Externalisation |
|
7 |
Automate |
………… |
Xinjie |
Externalisation |
|
8 |
Valve proportionnelle |
2050-32L |
SMC |
Externalisation |
3.Paramètres techniques
|
Luminaire |
Chaque luminaire est divisé en 17 couches de plaques chauffantes, et il existe des mesures d'isolation thermique entre les plaques chauffantes et les luminaires. Chaque couche de plaque chauffante est équipée d'une sonde de température. Le PLC peut inspecter la sonde de température de chaque couche de plaque chauffante et afficher la valeur de détection de température sur l'écran tactile. |
|
Contrôle API |
Cet équipement met en œuvre un contrôle PLC : la température cible de chauffage peut être réglée, et l'équipement contrôle la plaque chauffante en fonction de la température cible, et protège et déclenche une alarme à temps lorsque la plaque chauffante est en surchauffe. |
|
Température de fonctionnement |
Température ambianteï½90°, la précision du contrôle de la température de chaque couche de plaque chauffante est de ±3°. |
|
Précision du contrôleur PLC |
Le PLC peut réaliser un contrôle de pressurisation en 5 étapes sur le luminaire, et la précision du contrôle de pression peut atteindre ± 30 kg. |
|
Méthode de test |
La méthode à quatre fils est utilisée pour mesurer le courant et la tension de la cellule de la batterie. La connexion du circuit entre le luminaire et l'appareil est réalisée par un PCB spécial. La plaque d'électrode est installée sur l'appareil. La batterie est pressée par les plaques supérieure et inférieure pour obtenir une connexion rapide et fiable entre l'appareil et le circuit du luminaire. |
|
Sécurité |
Les portes et fenêtres d'observation autour de l'équipement sont dotées de mesures d'isolation thermique. L'équipement est équipé d'un contrôle d'accès de sécurité pour garantir que l'équipement est plus sûr et plus fiable. |
|
Plage de réglage de la tension de charge et de décharge |
1.Plage de réglage de la tension de charge : 0 mVï½5000 mV (résolution 1 mV) ; 2.Plage de réglage de la tension de décharge : 2000 mVï½5000 mV (résolution 1 mV). |
|
Plage de réglage du courant de charge et de décharge |
0mAï½5000mA (résolution 1mA) |
|
Précision du contrôle des mesures |
1. Précision du contrôle de la mesure de tension : ±(0,1 %FS+0,1 %RD); 2. Précision du contrôle de la mesure actuelle : ±(0,1 %FS+0,1%RD) ; 3. Précision du contrôle de la mesure du temps : ±(0,1 %FS+0,1 %RD). |
|
Conditions finales de charge et de décharge |
1. Charge à courant constant (CC) : les conditions finales sont la tension, le temps et la capacité ; 2. Charge à courant constant et à tension constante (CC-CV) : les conditions finales sont le courant, le temps et la capacité ; 3.Méthode de décharge : La condition finale de la décharge à courant constant (CC) est la tension, le temps ou la capacité. |
|
Les principales fonctions du logiciel |
1.Contrôler les conditions finales du processus en fonction du temps, de la tension, du courant et d'autres paramètres ; 2.Calculer les paramètres de capacité de charge de la batterie formée ; 3.Fonctions d'édition et de gestion du processus de charge et de décharge : 3.1 Jusqu'à 32 paramètres d'étape peuvent être définis ; 3.2 Peut configurer jusqu'à 256 cycles ; 3.3 Chaque étape peut être sélectionnée par des attributs tels que la charge à courant constant, la charge à tension constante à courant constant, le stockage, la décharge à courant constant et le cyclage ; 3.4 Le fichier de processus modifié peut être archivé pour une utilisation ultérieure. 4.Le courant de charge peut être réglé à partir de (0ï½5000) mA, la tension de charge peut être réglée à partir de (0ï½5000)mV, la tension de décharge peut être réglé à partir de (2000ï½5000)mV, et le temps de chaque étape peut être réglé de 1min à 1000min. 5.Contrôle de sécurité du logiciel : 5.1 Les données de fonctionnement et la courbe de chaque point peuvent être automatiquement enregistrées après l'exécution de l'étape définie, et le logiciel a la fonction d'alarme de surcapacité ; 5.2 Protection contre les surcharges : lorsque la tension dépasse la valeur de réglage de la protection contre les surcharges, le flux du canal est arrêté et la valeur de réglage peut être définie ; 5.3 Protection contre la surtolérance de capacité : lorsque la capacité de la cellule de batterie dépasse une certaine plage, le flux du canal sera arrêté ; 6. Les batteries formées peuvent être triées et équipées de voyants lumineux. La méthode de tri peut être définie comme : capacité, temps, tension en circuit ouvert, tension moyenne, tension à virgule fixe, etc. 7. Les données de charge et de décharge de chaque batterie peuvent être formées sous forme de liste de données que les utilisateurs peuvent visualiser ou imprimer. 8. L'équipement prend en charge la fonction de reconnaissance de codes-barres et peut réaliser la correspondance individuelle entre la batterie et le canal et enregistrer les données de production. |
|
Fonction de protection du système |
1. Protection contre les surintensités, les sous-intensités, les surtensions, les sous-tensions et les surcapacités : les limites supérieure et inférieure de la tension, du courant et de la capacité de la batterie peuvent être prédéfinies au cours du processus. Lorsque les conditions limites sont atteintes, le système forcera automatiquement la batterie à se mettre en veille et la définira dans le logiciel. L'interface provoque un défaut. 2. Protection contre le courant de fuite : s'il y a un courant de fuite supérieur à 200 mA plus de trois fois en état de fonctionnement, coupez l'alimentation d'entrée de l'alimentation à découpage. 3. Protection contre les surtensions de charge : lorsque la tension de la batterie est supérieure à la tension limite supérieure, lorsque la tension de la batterie est supérieure à la tension limite supérieure, la batterie cessera de se charger lorsque le système inspecte la batterie pendant la charge de la batterie. 4. Protection contre les sous-tensions de décharge : lorsque la batterie est inspectée par le système pendant la décharge de la batterie, lorsque la tension de la batterie est inférieure à la tension limite inférieure, la batterie cesse de se décharger. 5. Protection contre les pannes de courant de l'équipement : lorsque l'équipement est anormalement mis hors tension, l'étape de processus en cours peut être poursuivie ; 6. Fonction d'enregistrement pour les canaux anormaux ; |
|
L'équipement est équipé d'un voyant d'avertissement tricolore (avec son et lumière), et de la définition de l'état du voyant d'avertissement |
1.Attente (le processus est terminé)-lumière jaune ; 2. Le processus est en cours (veille, charge, décharge) - Feu vert ; 3. Défaillance du système (surchauffe, panne matérielle, etc.) - lumière et son rouges. |
|
La configuration de base de l'ensemble du système |
1. L'augmentation de la température de la carte d'entraînement et du dissipateur thermique interne de l'alimentation à découpage sur l'équipement est de 30 °C, et la puissance de dissipation thermique du dissipateur thermique doit être conçue en fonction de la longue durée de vie. terme à grande échelle pour garantir que l'équipement peut fonctionner de manière stable pendant une longue période. 2. Le cycle d’étalonnage de l’équipement est de 3 mois. Dans les 3 mois suivant l'étalonnage de l'équipement, assurez-vous que la précision de mesure et de contrôle de la tension de tous les canaux est de ± (0,1 % FS + 0,1 % RD) et que la précision de mesure et de contrôle du courant est de ± ( 0,1%FS+0,1%RD). 3.La méthode de dissipation thermique de la partie électrique : refroidissement par échappement du ventilateur. |
|
Exigences environnementales relatives aux équipements |
1. Température de l'environnement de travail : 25 ± 8 â ; 2. Humidité relative : 30 %ï½75 % ; 3.Exigences en matière de ventilation de l'équipement : il ne doit y avoir aucune obstruction à moins de 1,5 mètre devant et derrière l'équipement et à 0,8 mètre sur le côté de l'équipement. 4.Emplacement d'installation : atelier intérieur et propre. 5.Configuration informatique (fournie par l'acheteur) : Chaque ordinateur gère 5 ordinateurs. |
4.Performances du processus
Flux d'action technologique de l'équipement : démarrage du contrôleâouvrir la porte de l'armoire manuellementâouvrir le luminaireâcharge de cellule vers l'armoire ---serrer le luminaireâfermer la porte de l'armoireâformation démarrerâformation terminéeâouvrir la porte de l'armoireâouvrir le luminaireâretirer la cellule de la batterie
5.Configuration des composants principaux
1. L'équipement est équipé d'une interface de communication réseau.
2. Mesuré à 1 000 MM de la paroi extérieure de la machine et le bruit de l'équipement ⤠80 dB.











1 emballage standard exporté : protection anticollision interne, emballage de boîte en bois d'exportation externe.
2 Expédition par express, par avion, par mer selon les exigences des clients pour trouver le moyen le plus approprié.
3 Responsable des dommages pendant le processus d'expédition, changera gratuitement la pièce endommagée pour vous.

Précédent :
Machine de presse à chaud pour la préparation du matériau d'anode de batterieSuivant :
Machine de revêtement intermittente pour le processus d'électrode de cellule de pocheCatégories
Nouveaux produits

boîte à gants sous vide en acier inoxydable h2o & O2 système de purification En savoir plus

Broyeur à boulets planétaire pour le broyage de poudre En savoir plus

Lab 12t Presse hydraulique manuelle avec une jauge de pression numérique optionnelle couramment utilisée dans les laboratoires infrarouges En savoir plus
Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588
Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588
Pour demandes de renseignements sur nos produits ou notre liste de prix, veuillez nous laisser et nous vous contacterons dans les 24 heures.
© Droit d\'auteur: 2026 Xiamen Tmax Battery Equipments Limited Tous droits réservés.

IPv6 réseau pris en charge














