Rejoindre TMAX, devenir agent!
Rejoindre TMAX, devenir agent!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Numéro d\'article.:
TMAX-SYF360Paiement:
L/C, T/T, Western Union, Credit Cards, PaypalPort d\'expédition:
Xiamen PortDélai de mise en œuvre:
5 Dayscertificat :
CE, IOS, ROHS, SGS, UL Certificategarantie :
Two years limited warranty with lifetime technical support
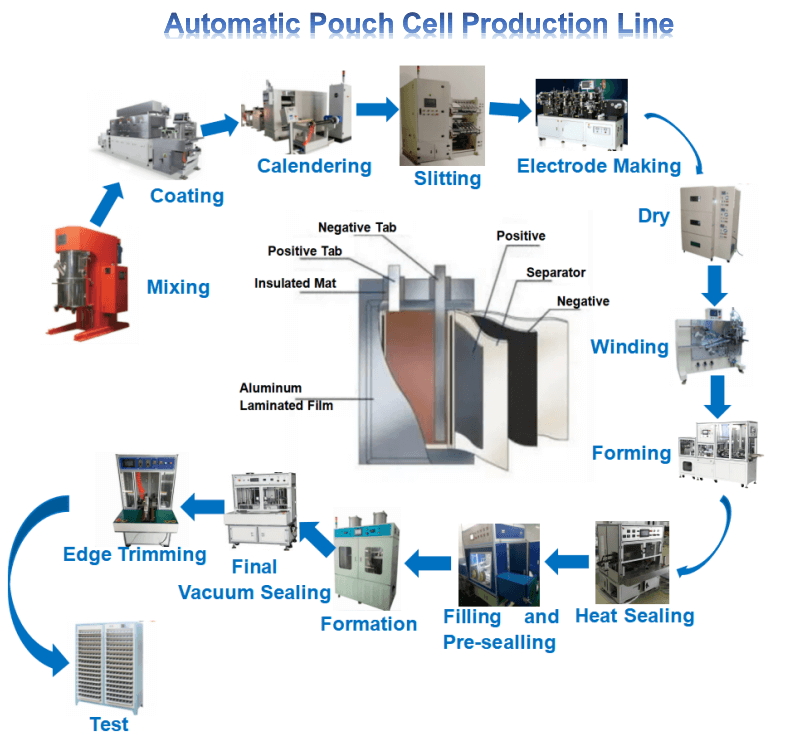
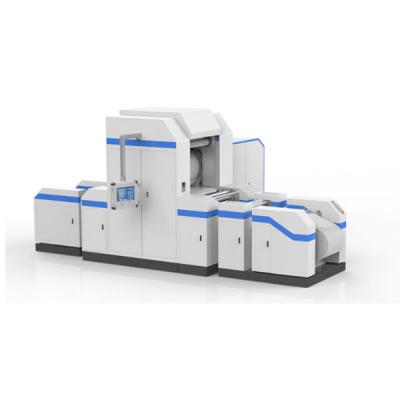
Machine de revêtement intermittente pour le processus d'électrode de cellule de poche
Spécifications de l'équipement
1. Épaisseur du substrat : feuille d'aluminium : 0,010--0,030 mm feuille de cuivre : 0,006-0,030 mm
2. Largeur du substrat : feuille d'aluminium : 100-320 mm feuille de cuivre : 100-320 mm
3. Épaisseur maximale du film humide du revêtement : 80--400µm (dans les conditions de viscosité de la pâte)
4. La largeur maximale du revêtement : 300 mm,
5. Largeur maximale de la surface du rouleau de revêtement (rouleau d'acier) : 360 mm
6. Vitesse de transport mécanique : 0,5 à 7 M/min (vitesse maximale)
7. Vitesse de revêtement : 0,1-1,0 M/min est la meilleure (selon les conditions de séchage, la vitesse est différente selon la boue) (le revêtement du supercondensateur est plus rapide, il peut généralement être réglé à environ 1 M/min).
8. Longueur du four : 1 section de four à 1m/section = 1m
Performances de l'équipement
1. Méthode de revêtement : revêtement par matrice à fente
Distance de revêtement intermittent : 5-8 000 mm ± 1 mm (réglable selon les spécifications de la batterie).
2. Précision du revêtement :
2.1. Erreur de précision de l'épaisseur sèche : électrode positive simple face : électrode négative ±2,5 µm ±2,5 µm (4-5 points pour la mesure de section transversale et 100 mm pour la distance de mesure de section verticale).
2.2. Erreur d'alignement du revêtement avant et arrière : â¤Â±1,0 mm
2.3. Erreur de longueur moyenne : â¤Â±1,0 mm
2.4. Erreur de largeur moyenne : â¤Â±1,0 mm
Remarque : Les indices 1 et 2 ci-dessus devraient fonctionner mieux lorsque les conditions de la boue (viscosité, taille des particules, uniformité, etc.) correspondent aux réglages des divers paramètres de l'équipement.
3. Diamètre intérieur du noyau : 3 pouces avec arbre à air
4. Contrôle de tension : contrôle PID de tension du bras oscillant
5. Précision du contrôleur de correction : ± 0,01 mm ; Précision de correction : ±1 mm
6. L'opérateur actionne le mécanisme de revêtement par l'avant
7. Forme de séchage :
(1) Séchage à air chaud : circulation d'air chaud (apport d'air vers le haut) ; ou alimentation en air supérieure et inférieure ;
(2) Méthode de chauffage : chauffage électrique 5,0 KWÃ1 section = 5,0 KW ;
(3) chauffage ;
8. Longueur du four : 1 section de four à 1,0 m/section = 1,0 m
9. Matériau du four : l'intérieur et l'extérieur sont en acier inoxydable
10. Température du four : température ambiante - 150 ° réglable, précision du contrôle de la température < ± 5 ° ;
Flux de processus
Le matériau de base de la feuille d'électrode placé sur le dispositif de déroulement entre dans le système de tension du bras oscillant après correction automatique de la déviation. Après avoir ajusté la tension de déroulement, il entre dans la tête de revêtement et la suspension d'électrode est enduite conformément à la procédure de réglage du système de revêtement. La feuille d'électrode humide enduite entre dans le four pour être séchée à l'air chaud. La tension de la feuille d'électrode séchée est ajustée par le système de tension, et la vitesse d'enroulement est contrôlée en même temps, de sorte qu'elle soit synchronisée avec la vitesse de revêtement. La feuille d'électrode est automatiquement corrigée par le système de correction pour la maintenir en position centrale et est enroulée par le dispositif d'enroulement.
Appareil
1. Mécanisme de déroulement (avec dispositif de correction automatique des écarts)
Le dispositif est composé d'un servo-dérouleur, d'un arbre de déroulement avec contrôle de tension, d'un système de correction automatique de déviation, etc. La bobine est retirée et entre dans le dispositif de tension du bras oscillant après une correction automatique de déviation. Le dispositif transmet le changement de tension pendant le fonctionnement au contrôleur de tension via le capteur, de manière à obtenir une tension constante.
2. Mécanisme de tension du bras oscillant
Le mécanisme se compose de rouleaux, de capteurs de position, etc. Le système de tension du bras oscillant absorbe les changements temporaires dans l'espace de stockage dus à l'accélération, à la décélération, au déroulement et au démarrage de la bobine, ainsi qu'aux fluctuations d'espace pendant l'intervalle de revêtement, de sorte que le l'impact sur le revêtement est minimisé. La tension du substrat est ajustée par la position du bras oscillant, de sorte que le substrat maintient une tension constante pendant le processus de revêtement, et la vitesse de déroulement et la vitesse de revêtement sont contrôlées pour maintenir la synchronisation.
3. Mécanisme de revêtement
Cette machine est contrôlée par PLC et est équipée d'équipements d'automatisation de haute technologie de machines de précision et d'intégration opto-mécanique. Il se compose d'une filière d'extrusion, d'un rouleau de revêtement, d'un moteur d'entraînement, d'un capteur à fibre optique, d'un roulement de précision et de composants pneumatiques hautes performances. Parmi eux, le moteur d'entraînement, le réducteur, la commande pneumatique et le roulement du rouleau de revêtement sont des roulements de précision. L'interface homme-machine, le PLC, etc. constituent un système de revêtement intermittent et le programme de revêtement est conçu en fonction de la taille du processus de l'utilisateur.
La méthode de revêtement comporte deux modes de travail : le revêtement continu et le revêtement intermittent. Pour le revêtement intermittent, la longueur de revêtement et l'espacement intermittent du premier côté et du côté arrière peuvent être définis respectivement, et deux longueurs de revêtement peuvent être définies séparément pour chaque côté. et distance intermittente pour répondre aux exigences particulières des utilisateurs. Les paramètres définis peuvent être ajustés en continu selon les spécifications de la batterie (impulsion unique) avec une précision de résolution de 0,01 mm. Une fois le revêtement arrière automatiquement positionné par le capteur à fibre optique qui suit la première surface, le revêtement est effectué selon les paramètres définis sur le dos. Les indicateurs de vitesse du rouleau applicateur et du rouleau arrière sont définis et affichés sur l'écran tactile.
4. Système de séchage
Le système de séchage comprend un appareil de chauffage, un ventilateur, un conduit d'évacuation et un trou d'air, une boîte isolante, une porte d'inspection, etc. La boîte isolante a une section de 1,0 mètre, soit un total d'une section. Les parties intérieures et extérieures de la boîte sont constituées de poteaux en acier inoxydable. Le corps de la boîte est une structure d'isolation thermique pour éviter les pertes de chaleur et assurer un fonctionnement sûr. Une fois que les pièces polaires humides enduites entrent dans la boîte de séchage, la boîte adopte la méthode de séchage à l'air supérieur pour un séchage efficace. Pour le séchage, l'air sec est envoyé par le ventilateur pour être chauffé par le réchauffeur d'air chaud, puis envoyé à l'intérieur du four, et est soufflé uniformément sur le revêtement humide par le trou d'air, et l'air séché est évacué vers l'extérieur par le ventilateur d'extraction.
5. Mécanisme de reprise
Cet appareil est composé d'une sortie de four, d'un mécanisme de tension du bras oscillant, d'un dispositif d'entraînement par courroie et d'un système de capteur de tension d'enroulement. Le tempo reste synchronisé.
6. Mécanisme de rembobinage
L'appareil se compose d'un servomoteur, d'un arbre d'enroulement et d'un système de correction automatique des écarts. Pendant le processus d'enroulement, le dispositif peut faire en sorte que l'arbre d'enroulement suive la position de la pièce polaire, de sorte que le bord de la pièce polaire d'enroulement puisse rester propre.
7. Système de contrôle automatique de revêtement et de séchage
(1) Système de contrôle de revêtement : Ce système se compose d’un PLC, d’un servomoteur, d’un écran tactile et d’un capteur à fibre optique. En tant qu'interface homme-machine, l'écran tactile offre une image conviviale, un affichage intuitif et un fonctionnement pratique. Pendant le processus de revêtement de cette machine, la vitesse de ligne du rouleau de revêtement, la vitesse de revêtement et le nombre de feuilles couchées sont automatiquement affichés sur l'écran tactile, et les paramètres définis peuvent être finement révisés à tout moment selon les exigences du processus de production.
(2) Température et contrôle : ce système est composé d'un régulateur de température, d'un thermocouple, d'un élément chauffant, d'un relais, etc. Il mesure et contrôle automatiquement la température interne de chaque section de l'étuve de séchage
Configuration principale
Le système de contrôle de la machine et le système de structure sont un système de contrôle en boucle fermée hautement intégré, la configuration principale est la suivante :
Non.
Nom
Détails
Contenu
1
Structure des crémaillères
Structure de plaque verticale intégrée, englobant le traitement, ainsi que des broches de positionnement précises pour garantir la précision et la stabilité de la position
2
Pièce de déroulement
Formulaire de correction
Patrouille de bordure photoélectrique, entraînement par moteur, correction globale du mouvement
Coup de correction
±50mm
Formulaire de déroulement
Déroulage automatique du réducteur de vitesse du moteur
Méthode de cumul
Arbre pneumatique 3"
Diamètre maximum du rouleau
Ï300
3
Rouleau d'enduction
Taille
Ï210*360
Matériel
acier au carbone, chromé
Mode de conduite
Servomoteur + réducteur
4
Mode de revêtement
Tête d'extrusion
Largeur utile 300 mm, matériau : carbure plaqué acier inoxydable
Système de contrôle de la position de la tête d'extrusion
Poussement du vérin, réglage mécanique, réglage précis du mécanisme
Pression tibiale de la membrane de la tête d'extrusion
Manomètre de haute précision 0-1MPa
5
Système d'alimentation
Vis pompe
Pompe Bingshen alimentation par servocommande HEISHIN
Réservoir de transfert
5L, contrôle de température constante, contrôle du niveau de liquide, agitation pneumatique, filtre
Valve de revêtement
Valve pneumatique simple
Système de canalisations
Système de tuyauterie sanitaire, sans impasse
6
Système de contrôle de tension
Type de structure
Tension du bras oscillant, cylindre à faible friction
7
Rouleau de guidage (sur rouleau)
Mode de contrôle
Contrôle PID de vitesse
Tension (N)
30-80N
Rouleau en alliage d'aluminium, largeur 340 mm, anodisé dur
8
Panneau de commande
Écran tactile
Fonctionner selon l'interface de fonction
9
Plate-forme d'exploitation
Bouton
Certaines fonctions sont identiques à celles des boutons
1. Contrôle automatique de la tension avant et arrière :
1.1 Système Panasonic entièrement intégré ;
1.2 Mécanisme de déroulement ;
1.3 Dispositif de rembobinage ;
1.4 Déroulement du moteur.
2. Système de correction automatique avant et arrière :
2.1 Contrôleur de correction : système de correction Aibo ;
2.2 Tête de détection : détection photoélectrique
3. Système de contrôle principal :
3.1 Interface de fonctionnement : écran tactile ;
3.2 Arbre de revêtement et rouleau en acier : servomoteur Yaskawa ;
3.3 Matrice d'extrusion : entraînée par un cylindre ;
3.4 Contrôleur de programme : PLC Panasonic et module de contrôle ;
3.5 Tube chauffant : domestique ;
3.6 Sonde de contrôle de température : thermocouple.
4. Four :
4.1 Matériau à l'intérieur et à l'extérieur de la boîte : acier inoxydable : (Acier inoxydable SS304)
4.2 Isolation du caisson : l'épaisseur de la couche isolante est de 50 mm ;
4.3 Ventilateur : domestique ;
4.4 Conduit d'air : acier inoxydable ;
Rack 4.5 : pièces en acier au carbone + peinture
5. Tête de machine et pièces intégrées de déroulement Queue de machine et pièces de réception
5.1 Table de travail : surface nickelée ;
5.2 Grand siège de roulement : surface nickelée ;
5.3 Rouleau de revêtement : acier au carbone avec chromage en surface ;
5.4 Rouleau en caoutchouc : caoutchouc résistant à la corrosion ;
5.5 Rouleau en aluminium : alliage d'aluminium (surface anodisée anodisée dure)
5.6 Arbre gonflable : chromage en surface
![]()










1 Emballage standard exporté : protection anticollision interne, emballage externe en boîte en bois pour l'exportation.
2 Expédition par express, par avion, par mer selon les exigences des clients pour trouver le moyen le plus approprié.
3 Responsable des dommages pendant le processus d'expédition, changera gratuitement la pièce endommagée pour vous.

Précédent :
Machine automatique de formation de pression de presse chaude à 128 canaux pour la production de batteries polymèresSuivant :
équipement chaud de formation de pression de presse de cellules de poche de la Manche 5V 20A 64Catégories
Nouveaux produits

boîte à gants sous vide en acier inoxydable h2o & O2 système de purification En savoir plus

Broyeur à boulets planétaire pour le broyage de poudre En savoir plus

Lab 12t Presse hydraulique manuelle avec une jauge de pression numérique optionnelle couramment utilisée dans les laboratoires infrarouges En savoir plus
Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588
Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588
Pour demandes de renseignements sur nos produits ou notre liste de prix, veuillez nous laisser et nous vous contacterons dans les 24 heures.
© Droit d\'auteur: 2026 Xiamen Tmax Battery Equipments Limited Tous droits réservés.

IPv6 réseau pris en charge














