Rejoindre TMAX, devenir agent!
Rejoindre TMAX, devenir agent!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Numéro d\'article.:
TMAX-5V20A64CHPaiement:
L/C, T/T, Western Union, Credit Cards, PaypalOrigine du produit:
ChinaPort d\'expédition:
Xiamen PortDélai de mise en œuvre:
5 Dayscertificat :
CE, IOS, ROHS, SGS, UL Certificategarantie :
Two years limited warranty with lifetime technical support
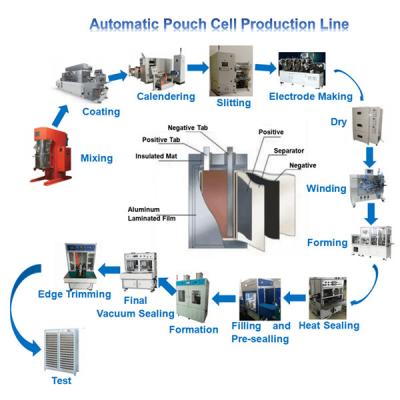
1. Brève introduction de la fonction de l'équipement
La machine entière se compose de : 1 incubateur, 1 ensemble de groupe de luminaires et 1 ensemble de système de contrôle principal d'alimentation. La machine entière dispose de 64 points de canal de test, et le groupe de fixations de pressage à chaud et le système de contrôle de puissance sont une structure intégrée.
Les principales fonctions du luminaire sont les suivantes :
1) La pression requise pour presser la cellule est fournie, qui peut être réglée arbitrairement dans la plage de pression admissible. Si le réglage de la pression dépasse la plage de réglage de la pression, une alarme sera émise ;
2) Appuyez fermement sur l'électrode pour assurer une connexion fiable entre l'électrode et le circuit de l'ensemble de la machine.
3) Assurez-vous que la batterie est verticale et que l'airbag est vers le haut.
2. Les principales fonctions de formation sont les suivantes :
1) Fonction de chauffage et de contrôle de la température ;
2) Fonction d'accueil fiable des canaux ;
3) Fonction de charge ;
4) Fonction de décharge ; décharger le retour d'énergie vers le réseau électrique ;
5) Fonction de liaison de données et de communication ;
6) Fonctions de sécurité et de protection.
2. Paramètres de base
2.1 configuration de l'alimentation :
*Tension AC380 ± 10 %, distribution de puissance maximale ⤠21 kW (courant de charge en état de pleine puissance et groupe de fixations de pressage à chaud en état de chauffage maximum) ;
*Puissance de charge et de décharge de l'alimentation : 6,4 kW,
*Puissance de chauffage maximale : 13 kW (à partir de la température ambiante jusqu'au processus de température cible)
*Puissance de chauffage pendant la conservation de la chaleur : 7,5 kw
Entrée source de gaz 2,2
*La pression minimale de l'air d'entrée n'est pas inférieure à 0,5MPa
*La pression d'air d'entrée maximale ne dépasse pas 1,0 MPa.
*Il y a un appareil dans toute la machine. Un seul appareil est pressurisé par deux cylindres. La pression maximale d'un seul appareil est de 5 000 kgf.
2.3 Lorsque le capteur de fumée est connecté à la machine, le processus de formation s'arrêtera automatiquement.
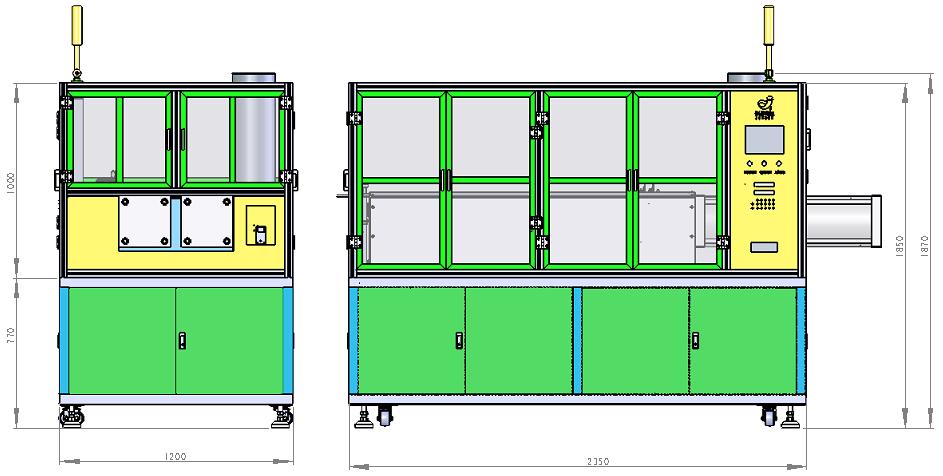
2.4 Poids de l'équipement : le poids d'un seul appareil est inférieur à 850 kg, le poids de la machine entière est inférieur à 3 000 kg et le rapport entre le poids total et la surface d'appui est inférieur à 600 kg/m2.
2,5 dimension hors tout de l'équipement : environ 2 350 mm (hors cylindre) (longueur) * 1 200 mm (largeur) * 1 850 mm (hauteur) (la dimension doit être soumise à la conception finale)
2.5.1 dessin dimensionnel de l'équipement :
2.6 schéma schématique de la structure de l'équipement et des luminaires :

2.7 taux qualifié : le taux d'utilisation du canal d'équipement est supérieur ou égal à 98 % (y compris les pannes causées par l'ensemble de la machine et du montage).
Les dimensions de la cellule sont les suivantes :

|
|
A(mm) |
B(mm) |
Épaisseur des cellules (mm) |
Longueur de tabulation (mm) |
Largeur de tabulation (mm) |
Distance de tabulation (mm) |
Largeur de l'airbag |
Largeur de soudure latérale |
Gamme de tailles |
80ï½220 |
60ï½180 |
6ï½10 |
12ï½20 |
10ï½20 |
12ï½60 |
30ï½60 |
0ï½20 |
3. Paramètres techniques
|
Luminaire |
La pince unique est divisée en 32 plaques chauffantes, et il existe des mesures d'isolation thermique entre la plaque chauffante et la pince. Chaque couche de panneau chauffant est équipée d'une sonde de température, le PLC peut inspecter la sonde de température de chaque couche de plaque chauffante et afficher la valeur de détection de température sur l'écran tactile. |
|
Mode de contrôle |
Le contrôle PLC est mis en œuvre pour l'équipement : il peut définir la température cible de chauffage, et l'équipement peut contrôler la plaque chauffante en fonction de la température cible, et protéger et déclencher une alarme en temps opportun lorsque la plaque chauffante est en surchauffe. |
|
Température de chauffage |
La plage de contrôle de la température est la température ambiante ~ 90 â, la précision du contrôle de la température de chaque couche de plaque chauffante est de ± 2 â ; la température monte à 60 â et le temps de montée en température est de 10 minutes. |
|
contrôle de pression |
Le contrôle de pression à plusieurs étages est réalisé par la vanne proportionnelle (jusqu'à 5 sections peuvent être réglées). Lorsque la pression d'entrée de la source d'air atteint 0,6 MPa, la valeur de pression maximale de chaque ensemble de groupes de serrage ne doit pas être inférieure à 5 000 kg.f ; la plage de pression réglable de chaque ensemble de groupes de serrage doit être de 200 kg.f à 5 000 kg.f ; la précision de la pression doit être de ± 1 % et la précision de la pression doit être de ± 10 kg.f lorsque la pression est inférieure à 1 000 kg.f. Précision de la pression ± 20 kg.f lorsque la pression est de 1 000 à 5 000 kg.f |
|
Connexion par pince |
La pince de pressage à chaud adopte la méthode à quatre fils pour mesurer le courant et la tension du noyau, et le circuit entre la pince et l'alimentation de charge et de décharge est connecté. La plaque d'électrode est installée sur la plaque chauffante de la pince. La plaque chauffante serre la batterie et réalise une connexion rapide et fiable entre la plaque d'électrode et l'oreille de l'électrode à noyau électrique. La surface de la plaque-électrode est dorée et le contact avec la patte de l'électrode est garanti. |
|
Changement de luminaire |
Lors du remplacement de piles d'épaisseur différente, il n'est pas nécessaire de remplacer le bloc de pression. Lors du changement de piles de largeur et de taille différentes, il est nécessaire de modifier manuellement les spécifications de la feuille de papier transparente (film Mylar). |
|
Plage de réglage de la tension d'alimentation de charge et de décharge |
Plage de réglage de la tension de charge : 0 mV ~ 4 500 mv (résolution 0,1 mv). Plage de réglage de la tension de décharge : 2 000 mv ~ 5 000 mv (résolution 0,1 mv). Plage de réglage du courant de décharge de charge : 20 mA ~ 20 000 mA (résolution 1 mA). |
|
Précision de mesure et de contrôle de l'alimentation électrique de charge et de décharge |
Précision du contrôle de la mesure de tension : ± (0,05 % Rd + 0,05 % FS). Précision du contrôle de la mesure actuelle : ± (0,1 % Rd + 0,1 % FS). Précision du contrôle de la mesure du temps : ± 0,01 % |
|
Taux de conversion d'énergie global de l'alimentation électrique de l'équipement |
⥠70% |
|
Principales fonctions du logiciel |
1. Les conditions finales de chaque processus de limitation du temps, de limitation de la tension et de limitation du courant sont contrôlées avec précision. 1) Condition de fin de charge à courant constant (CCC) : les conditions finales sont la tension, le temps et la capacité. 2) Condition de fin de charge à tension constante (CVC) : les conditions finales sont le courant, le temps et la capacité. 3) Condition de fin de décharge : la condition de fin de décharge à courant constant (CC) est la tension, le temps ou la capacité. 2. La capacité de charge et les paramètres énergétiques ont été calculés. 3. Fonction d'édition et de gestion du processus de charge et de décharge. 1) Jusqu'à 64 paramètres d'étape peuvent être définis. 2) Jusqu'à 256 cycles peuvent être définis. 3) Chaque étape peut être sélectionnée par charge à courant constant, charge à courant constant et tension constante, mise en rayon, décharge à courant constant, cyclage et autres attributs. 4) Les fichiers de processus modifiés peuvent être enregistrés pour une utilisation ultérieure. 4. le courant de charge peut être réglé entre (20 et 20 000) MA, la tension de charge peut être réglée entre (0 et 5 000) MV, la tension de décharge peut être réglée entre ( 2000-5000) MV, et le temps de chaque étape peut être réglé de 0 à 9999 min/étape. 5. Affichage de la courbe : il peut dessiner la courbe dynamique de chaque processus de formation de batterie en temps réel, y compris la courbe de temps de tension, la courbe de temps actuel, la courbe de temps de capacité, la courbe de temps d'énergie et la courbe de tension de capacité. Il peut enregistrer toutes les courbes de pas de travail de chaque batterie (y compris le temps de tension, le temps actuel, le temps de capacité, le temps d'électricité, etc.). Les conditions de stockage des points de courbe incluent la différence de tension (⥠5mv), la différence de courant (⥠5mA), la différence de temps (⥠1min), etc. L'utilisateur peut choisir librement les conditions d'échantillonnage de la courbe ; la courbe peut être agrandie et réduite localement, les coordonnées peuvent être ajustées et la courbe peut être affichée et imprimée des données spécifiques, c'est-à-dire le temps, la tension, le courant, la capacité et l'électricité de chaque point de courbe. 6. Stockage des données chimiques : le logiciel peut enregistrer les données correspondantes pendant plus de 30 jours, la fréquence de numérisation du logiciel est inférieure à 30 s, la valeur de numérisation est prise toutes les 2 minutes pour être enregistrée et la durée de la valeur peut être définie par elle-même. Selon la courbe d'affichage de tension et de courant, le logiciel peut afficher les données détaillées de la batterie, et la batterie affiche différentes couleurs dans différents états. 7. Contrôle de sécurité du logiciel : 1) Les données et la courbe de chaque point peuvent être enregistrées automatiquement une fois l'étape de travail définie terminée, et les données et la courbe de chaque point peuvent être exportées aux formats Word et Excel (voir la pièce jointe pour le format d'exportation). Les données ne doivent pas être perdues dans les 4 heures après la mise hors ligne et le logiciel dispose d'une fonction d'alarme de surcapacité ; 2) Format de sauvegarde des données : elles doivent être enregistrées dans leur propre format et format mdb, et un champ de code de cellule doit être ajouté après le numéro de cellule ; 3) Protection contre les surcharges en phase de tension constante : lorsque la tension dépasse la valeur définie de la protection contre les surcharges, le flux du canal est arrêté et la valeur définie peut être définie ; 4) Protection capacité hors tolérance : lorsque la capacité de la cellule dépasse une certaine plage, le flux du canal sera arrêté. Les conditions de réglage actuelles sont : la capacité du débit réglé * 1,35 fois ; 5) Protection de connexion inversée de la batterie : définissez la tension initiale et sa proportion dans la cellule. Si la tension initiale n'atteint pas la proportion, l'ordinateur supérieur affichera qu'il n'y a pas de batterie et le processus de fonctionnement ne sera pas effectué. 8. Créez de nouvelles fonctions de surveillance, d'ouverture, de fermeture de document, d'impression et de configuration. 9. Paramétrage de la classification et démarrage. 10. Créez une nouvelle fenêtre, disposez les icônes et affichez-les en calques. 11. La batterie formée peut être triée et équipée d'un voyant lumineux. Le mode de tri peut être réglé comme suit : capacité, temps, tension en circuit ouvert, tension moyenne, tension à virgule fixe, etc. 12. Les données de charge et de décharge de chaque batterie peuvent former une liste de données que les utilisateurs peuvent visualiser ou imprimer. 13. Le logiciel a la fonction d'étalonnage de précision (utilisé avec l'outillage d'étalonnage) et les paramètres calibrés peuvent être envoyés à l'équipement pour être sauvegardés. 14. Le logiciel informatique supérieur et inférieur de l'équipement a pour fonction d'obtenir des données de points clés 15. L'appareil prend en charge la fonction de reconnaissance de code à barres et peut réaliser une correspondance individuelle entre la batterie et le canal et enregistrer des données de production. |
|
Fonction de protection du système |
1. La porte peut être ouverte et fermée avec un contrôle d'interdiction de porte, de manière à protéger la sécurité personnelle des opérateurs et à prévenir d'éventuels accidents de sécurité. 2. Protection contre les surintensités, les sous-intensités, les surtensions, les sous-tensions et les surcapacités : les limites supérieure et inférieure de la tension, du courant et de la capacité de la batterie peuvent être prédéfinies dans le processus. Lorsque la condition limite est atteinte, le système force automatiquement la batterie à se mettre en veille et affiche le défaut dans l'interface logicielle. 3. Protection contre le courant de fuite : lorsqu'un courant de fuite supérieur à 200 mA est détecté plus de trois fois en état de fonctionnement, coupez l'alimentation d'entrée de l'alimentation à découpage. 4. Protection contre les surtensions de charge : lorsque le système inspecte la batterie pendant la charge, lorsque la tension de la batterie est supérieure à la tension limite supérieure, la batterie arrête de charger. 5. Protection contre la décharge sous tension : lorsque le système inspecte la batterie pendant la décharge de la batterie, lorsque la tension de la batterie est inférieure à la tension limite inférieure, la batterie cesse de se décharger. 6. Protection contre la mise hors tension : en cas d'interruption de communication à long terme ou de panne du PC, l'appareil entrera automatiquement en état d'attente et poursuivra l'étape de processus en cours après la restauration de la communication. 7. Autre protection : 1) La protection du type de processus peut être envoyée ; 2) Le fonctionnement du canal est anormal ; 3) En cas d'interruption de communication prolongée ou de panne du PC, l'appareil entre automatiquement en état d'attente et poursuit l'étape du processus en cours une fois la communication rétablie. |
|
Partage de données |
Les données de l'équipement peuvent être téléchargées vers le système MES public, et les paramètres et processus pertinents peuvent être téléchargés à partir du système MES, et les informations et données sur les données peuvent être fournies conformément aux exigences du MES. |
|
Voyant d'alarme tricolore (avec son et lumière) |
Exigences relatives à l'état du voyant d'alarme : 1) Attendez (le processus est terminé) - lumière jaune ; 2) Processus en cours (veille, charge, décharge) - feu vert ; 3) Défaillance du système (surchauffe, panne matérielle, etc.) -- lumière et son rouges. 4) Chaque canal est doté d'un éclairage d'affichage à LED pour faciliter la sélection des cellules anormales. |
|
Configuration de base de l'ensemble du système |
1. L'augmentation de la température du dissipateur thermique interne de la carte de commande et de l'alimentation à découpage de l'équipement est de ≤ 30 ℃, et la puissance dissipée du dissipateur thermique doit être conçue en fonction de la pleine échelle à long terme ( le courant de chaque canal est de 20a), afin de garantir que l'équipement peut fonctionner de manière stable pendant une longue période. 2. La période d'étalonnage est de 3 mois. Dans les 3 mois suivant l'étalonnage de l'équipement, la précision de mesure et de contrôle de tension de tous les canaux doit être de ± (0,5 ° FS + 0,5 ° RD), et la précision de mesure et de contrôle de courant doit être de … ± (0,1 % Rd + 0,1 % FS). 3. Mode de refroidissement de la partie électrique : refroidissement par échappement du ventilateur. |
|
Exigences environnementales relatives aux équipements |
Température de l'environnement de travail : 25 ± 8 â; Humidité relative : 30 % ï½ 85 % ; Lieu d'installation : atelier intérieur et propre. |
4. Flux de processus de l'équipement
Démarrage - porte de l'armoire ouverte manuellement - pince ouverte - armoire supérieure du noyau électrique - serrage de la pince - fermeture de la porte de l'armoire - formation démarrage - fin de formation - ouverture de la porte de l'armoire - ouverture de la pince - déchargement










1 emballage standard exporté : protection anticollision interne, emballage de boîte en bois d'exportation externe.
2 Expédition par express, par avion, par mer selon les exigences des clients pour trouver le moyen le plus approprié.
3 Responsable des dommages pendant le processus d'expédition, changera gratuitement la pièce endommagée pour vous.

3. Paramètres techniques
|
Luminaire |
La pince unique est divisée en 32 plaques chauffantes, et il existe des mesures d'isolation thermique entre la plaque chauffante et la pince. Chaque couche de panneau chauffant est équipée d'une sonde de température, le PLC peut inspecter la sonde de température de chaque couche de plaque chauffante et afficher la valeur de détection de température sur l'écran tactile. |
|
Mode de contrôle |
Le contrôle PLC est mis en œuvre pour l'équipement : il peut définir la température cible de chauffage, et l'équipement peut contrôler la plaque chauffante en fonction de la température cible, et protéger et déclencher une alarme en temps opportun lorsque la plaque chauffante est en surchauffe. |
Température de chauffage |
La plage de contrôle de la température est la température ambiante ~ 90 â, la précision du contrôle de la température de chaque couche de plaque chauffante est de ± 2 â ; la température monte à 60 °C et le temps de montée en température est de 10 minutes. |
|
contrôle de pression |
Le contrôle de pression à plusieurs étages est réalisé par la vanne proportionnelle (jusqu'à 5 sections peuvent être réglées). Lorsque la pression d'entrée de la source d'air atteint 0,6 MPa, la valeur de pression maximale de chaque ensemble de groupes de serrage ne doit pas être inférieure à 5 000 kg.f ; la plage de pression réglable de chaque ensemble de groupes de serrage doit être de 200 kg.f à 5 000 kg.f ; la précision de la pression doit être de ± 1 % et la précision de la pression doit être de ± 10 kg.f lorsque la pression est inférieure à 1 000 kg.f. Précision de la pression ± 20 kg.f lorsque la pression est de 1 000 à 5 000 kg.f |
|
Connexion par pince |
La pince de pressage à chaud adopte la méthode à quatre fils pour mesurer le courant et la tension du noyau, et le circuit entre la pince et l'alimentation de charge et de décharge est connecté. La plaque d'électrode est installée sur la plaque chauffante de la pince. La plaque chauffante serre la batterie et réalise une connexion rapide et fiable entre la plaque d'électrode et l'oreille de l'électrode à noyau électrique. La surface de la plaque électrode est dorée et le contact avec la patte de l'électrode est garanti. |
|
Changement de luminaire |
Lors du remplacement de piles d'épaisseur différente, il n'est pas nécessaire de remplacer le bloc de pression. Lors du changement de piles de largeur et de taille différentes, il est nécessaire de modifier manuellement les spécifications de la feuille de papier transparente (film Mylar). |
|
Plage de réglage de la tension d'alimentation de charge et de décharge |
Plage de réglage de la tension de charge : 0 mV ~ 4 500 mv (résolution 0,1 mv). Plage de réglage de la tension de décharge : 2 000 mv ~ 5 000 mv (résolution 0,1 mv). Plage de réglage du courant de décharge de charge : 20 mA ~ 20 000 mA (résolution 1 mA). |
|
Précision de mesure et de contrôle de l'alimentation électrique de charge et de décharge |
Précision du contrôle de la mesure de tension : ± (0,05 % Rd + 0,05 % FS). Précision du contrôle de la mesure du courant : ± (0,1 % Rd + 0,1 % FS). Précision du contrôle de la mesure du temps : ± 0,01 % |
|
Taux de conversion d'énergie global de l'alimentation électrique de l'équipement |
⥠70% |
|
Principales fonctions du logiciel |
1. Les conditions finales de chaque processus de limitation du temps, de limitation de la tension et de limitation du courant sont contrôlées avec précision. 1) Condition de fin de charge à courant constant (CCC) : les conditions finales sont la tension, le temps et la capacité. 2) Condition de fin de charge à tension constante (CVC) : les conditions finales sont le courant, le temps et la capacité. 3) Condition de fin de décharge : la condition de fin de décharge à courant constant (CC) est la tension, la durée ou la capacité. 2. La capacité de charge et les paramètres énergétiques ont été calculés. 3. Fonction d'édition et de gestion du processus de charge et de décharge. 1) Jusqu'à 64 paramètres d'étape peuvent être définis. 2) Jusqu'à 256 cycles peuvent être définis. 3) Chaque étape peut être sélectionnée par charge à courant constant, charge à courant constant et tension constante, étagères, décharge à courant constant, cyclisme et autres attributs. 4) Les fichiers de processus modifiés peuvent être enregistrés pour une utilisation ultérieure. 4. le courant de charge peut être réglé entre (20 et 20 000) MA, la tension de charge peut être réglée entre (0 et 5 000) MV, la tension de décharge peut être réglée entre ( 2000-5000) MV, et le temps de chaque étape peut être réglé de 0 à 9999 min/étape. 5. Affichage de la courbe : il peut dessiner la courbe dynamique de chaque processus de formation de batterie en temps réel, y compris la courbe de temps de tension, la courbe de temps actuel, la courbe de temps de capacité, la courbe de temps d'énergie et la courbe de tension de capacité. Il peut enregistrer toutes les courbes de pas de travail de chaque batterie (y compris le temps de tension, le temps actuel, le temps de capacité, le temps d'électricité, etc.). Les conditions de stockage des points de courbe incluent la différence de tension (⥠5mv), la différence de courant (⥠5mA), la différence de temps (⥠1min), etc. L'utilisateur peut choisir librement les conditions d'échantillonnage de la courbe ; la courbe peut être agrandie et réduite localement, les coordonnées peuvent être ajustées et la courbe peut être affichée et imprimée des données spécifiques, c'est-à-dire le temps, la tension, le courant, la capacité et l'électricité de chaque point de courbe. 6. Stockage des données chimiques : le logiciel peut enregistrer les données correspondantes pendant plus de 30 jours, la fréquence de numérisation du logiciel est inférieure à 30 s, la valeur de numérisation est prise toutes les 2 minutes pour être enregistrée et la durée de la valeur peut être définie par elle-même. Selon la courbe d'affichage de tension et de courant, le logiciel peut afficher les données détaillées de la batterie, et la batterie affiche différentes couleurs dans différents états. 7. Contrôle de sécurité du logiciel : 1) Les données et la courbe de chaque point peuvent être enregistrées automatiquement une fois l'étape de travail définie terminée, et les données et la courbe de chaque point peuvent être exportées aux formats Word et Excel (voir la pièce jointe pour le format d'exportation). Les données ne doivent pas être perdues dans les 4 heures après la mise hors ligne et le logiciel dispose d'une fonction d'alarme de surcapacité ; 2) Format de sauvegarde des données : elles doivent être enregistrées dans leur propre format et format mdb, et un champ de code de cellule doit être ajouté après le numéro de cellule ; 3) Protection contre les surcharges en phase de tension constante : lorsque la tension dépasse la valeur définie de la protection contre les surcharges, le flux du canal est arrêté et la valeur définie peut être définie ; 4) Protection capacité hors tolérance : lorsque la capacité de la cellule dépasse une certaine plage, le flux du canal sera arrêté. Les conditions de réglage actuelles sont : la capacité du débit réglé * 1,35 fois ; 5) Protection de connexion inversée de la batterie : régler la tension initiale et sa proportion dans la cellule. Si la tension initiale n'atteint pas la proportion, l'ordinateur supérieur affichera qu'il n'y a pas de batterie et le processus de fonctionnement ne sera pas effectué. 8. Créez de nouvelles fonctions de surveillance, d'ouverture, de fermeture de document, d'impression et de configuration. 9. Paramétrage de la classification et démarrage. 10. Créez une nouvelle fenêtre, disposez les icônes et affichez-les en calques. 11. La batterie formée peut être triée et équipée d'un voyant lumineux. Le mode de tri peut être réglé comme suit : capacité, temps, tension en circuit ouvert, tension moyenne, tension à virgule fixe, etc. 12. Les données de charge et de décharge de chaque batterie peuvent former une liste de données que les utilisateurs peuvent visualiser ou imprimer. 13. Le logiciel a la fonction d'étalonnage de précision (utilisé avec l'outillage d'étalonnage) et les paramètres calibrés peuvent être envoyés à l'équipement pour être sauvegardés. 14. Le logiciel informatique supérieur et inférieur de l'équipement a pour fonction d'obtenir des données de points clés 15. L'appareil prend en charge la fonction de reconnaissance de code à barres et peut réaliser une correspondance individuelle entre la batterie et le canal et enregistrer des données de production. |
|
Fonction de protection du système |
1. La porte peut être ouverte et fermée avec un contrôle de porte interdit, de manière à protéger la sécurité personnelle des opérateurs et à prévenir d'éventuels accidents de sécurité. 2. Protection contre les surintensités, les sous-intensités, les surtensions, les sous-tensions et les surcapacités : les limites supérieure et inférieure de la tension, du courant et de la capacité de la batterie peuvent être prédéfinies dans le processus. Lorsque la condition limite est atteinte, le système force automatiquement la batterie à se mettre en veille et affiche le défaut dans l'interface logicielle. 3. Protection contre le courant de fuite : lorsqu'un courant de fuite supérieur à 200 mA est détecté plus de trois fois en état de fonctionnement, coupez l'alimentation d'entrée de l'alimentation à découpage. 4. Protection contre les surtensions de charge : lorsque le système inspecte la batterie pendant la charge, lorsque la tension de la batterie est supérieure à la tension limite supérieure, la batterie arrête de charger. 5. Protection contre les décharges sous tension : lorsque le système inspecte la batterie pendant la décharge de la batterie, lorsque la tension de la batterie est inférieure à la tension limite inférieure, la batterie cesse de se décharger. 6. Protection contre la mise hors tension : en cas d'interruption de communication à long terme ou de panne du PC, l'appareil entrera automatiquement en état d'attente et poursuivra l'étape de processus en cours une fois la communication rétablie. 7. Autre protection : 1) La protection du type de processus peut être envoyée ; 2) Le fonctionnement du canal est anormal ; 3) En cas d'interruption de communication prolongée ou de panne du PC, l'appareil passe automatiquement en état d'attente et poursuit l'étape du processus en cours une fois la communication rétablie. |
|
Partage de données |
Les données d'équipement peuvent être téléchargées vers le système MES public, et les paramètres et processus pertinents peuvent être téléchargés à partir du système MES, et les informations et les données peuvent être fournies conformément aux exigences du MES. |
|
Voyant d'alarme tricolore (avec son et lumière) |
Exigences relatives à l'état du voyant d'alarme : 1) Attendez (le processus est terminé) - lumière jaune ; 2) Processus en cours (veille, charge, décharge) - feu vert ; 3) Défaillance du système (surchauffe, panne matérielle, etc.) -- lumière et son rouges. 4) Chaque canal est doté d'un éclairage d'affichage à LED pour faciliter la sélection des cellules anormales. |
|
Configuration de base de l'ensemble du système |
1. L'augmentation de la température du dissipateur thermique interne de la carte de commande et de l'alimentation à découpage de l'équipement est de ≤ 30 ℃, et la puissance dissipée du dissipateur thermique doit être conçue en fonction de la pleine échelle à long terme ( le courant de chaque canal est de 20a), afin de garantir que l'équipement peut fonctionner de manière stable pendant une longue période. 2. La période d'étalonnage est de 3 mois. Dans les 3 mois suivant l'étalonnage de l'équipement, la précision de mesure et de contrôle de tension de tous les canaux doit être de ± (0,5 ° FS + 0,5 ° RD), et la précision de mesure et de contrôle de courant doit être de … ± (0,1% Rd + 0,1% FS). 3. Mode de refroidissement de la partie électrique : refroidissement par échappement du ventilateur. |
|
Exigences environnementales des équipements |
Température de l'environnement de travail : 25 ± 8 â; Humidité relative : 30 % ï½ 85 % ; Lieu d'installation : atelier intérieur et propre. |
4. Flux de processus de l'équipement
Démarrage - porte de l'armoire ouverte manuellement - pince ouverte - armoire supérieure du noyau électrique - serrage de la pince - fermeture de la porte de l'armoire - formation démarrage - fin de formation - ouverture porte armoire - ouverture pince - déchargement
3. Paramètres techniques
|
Luminaire |
La pince unique est divisée en 32 plaques chauffantes, et il existe des mesures d'isolation thermique entre la plaque chauffante et la pince. Chaque couche de panneau chauffant est équipée d'une sonde de température, le PLC peut inspecter la sonde de température de chaque couche de plaque chauffante et afficher la valeur de détection de température sur l'écran tactile. |
Mode de contrôle |
Le contrôle PLC est mis en œuvre pour l'équipement : il peut définir la température cible de chauffage, et l'équipement peut contrôler la plaque chauffante en fonction de la température cible, et protéger et déclencher une alarme en temps opportun lorsque la plaque chauffante est en surchauffe. |
|
Température de chauffage |
La plage de contrôle de la température est la température ambiante ~ 90 â, la précision du contrôle de la température de chaque couche de plaque chauffante est de ± 2 â ; la température monte à 60 â et le temps de montée en température est de 10 minutes. |
|
contrôle de pression |
Le contrôle de pression à plusieurs étages est réalisé par la vanne proportionnelle (jusqu'à 5 sections peuvent être réglées). Lorsque la pression d'entrée de la source d'air atteint 0,6 MPa, la valeur de pression maximale de chaque ensemble de groupes de serrage ne doit pas être inférieure à 5 000 kg.f ; la plage de pression réglable de chaque ensemble de groupes de serrage doit être de 200 kg.f à 5 000 kg.f ; la précision de la pression doit être de ± 1 % et la précision de la pression doit être de ± 10 kg.f lorsque la pression est inférieure à 1 000 kg.f. Précision de la pression ± 20 kg.f lorsque la pression est de 1 000 à 5 000 kg.f |
|
Connexion par pince |
La pince de pressage à chaud adopte la méthode à quatre fils pour mesurer le courant et la tension du noyau, et le circuit entre la pince et l'alimentation de charge et de décharge est connecté. La plaque d'électrode est installée sur la plaque chauffante de la pince. La plaque chauffante serre la batterie et réalise une connexion rapide et fiable entre la plaque d'électrode et l'oreille de l'électrode à noyau électrique. La surface de la plaque électrode est dorée et le contact avec la patte de l'électrode est garanti. |
|
Changement de luminaire |
Lors du remplacement de piles d'épaisseur différente, il n'est pas nécessaire de remplacer le bloc de pression. Lors du changement de piles de largeur et de taille différentes, il est nécessaire de modifier manuellement les spécifications de la feuille de papier transparente (film Mylar). |
|
Plage de réglage de la tension d'alimentation de charge et de décharge |
Plage de réglage de la tension de charge : 0 mV ~ 4 500 mv (résolution 0,1 mv). Plage de réglage de la tension de décharge : 2 000 mv ~ 5 000 mv (résolution 0,1 mv). Plage de réglage du courant de décharge de charge : 20 mA ~ 20 000 mA (résolution 1 mA). |
|
Précision de mesure et de contrôle de l'alimentation électrique de charge et de décharge |
Précision du contrôle de la mesure de tension : ± (0,05 % Rd + 0,05 % FS). Précision du contrôle de la mesure du courant : ± (0,1 % Rd + 0,1 % FS). Précision du contrôle de la mesure du temps : ± 0,01 % |
|
Taux de conversion d'énergie global de l'alimentation électrique de l'équipement |
⥠70% |
|
Principales fonctions du logiciel |
1. Les conditions finales de chaque processus de limitation du temps, de limitation de la tension et de limitation du courant sont contrôlées avec précision. 1) Condition de fin de charge à courant constant (CCC) : les conditions finales sont la tension, le temps et la capacité. 2) Condition de fin de charge à tension constante (CVC) : les conditions finales sont le courant, le temps et la capacité. 3) Condition de fin de décharge : la condition de fin de décharge à courant constant (CC) est la tension, le temps ou la capacité. 2. La capacité de charge et les paramètres énergétiques ont été calculés. 3. Fonction d'édition et de gestion du processus de charge et de décharge. 1) Jusqu'à 64 paramètres d'étape peuvent être définis. 2) Jusqu'à 256 cycles peuvent être définis. 3) Chaque étape peut être sélectionnée par charge à courant constant, charge à courant constant et tension constante, étagères, décharge à courant constant, cyclisme et autres attributs. 4) Les fichiers de processus modifiés peuvent être enregistrés pour une utilisation ultérieure. 4. le courant de charge peut être réglé entre (20 et 20 000) MA, la tension de charge peut être réglée entre (0 et 5 000) MV, la tension de décharge peut être réglée entre ( 2000-5000) MV, et le temps de chaque étape peut être réglé de 0 à 9999 min/étape. 5. Affichage de la courbe : il peut dessiner la courbe dynamique de chaque processus de formation de batterie en temps réel, y compris la courbe de temps de tension, la courbe de temps actuel, la courbe de temps de capacité, la courbe de temps d'énergie et la courbe de tension de capacité. Il peut enregistrer toutes les courbes de pas de travail de chaque batterie (y compris le temps de tension, le temps actuel, le temps de capacité, le temps d'électricité, etc.). Les conditions de stockage des points de courbe incluent la différence de tension (⥠5mv), la différence de courant (⥠5mA), la différence de temps (⥠1min), etc. L'utilisateur peut choisir librement les conditions d'échantillonnage de la courbe ; la courbe peut être agrandie et réduite localement, les coordonnées peuvent être ajustées et la courbe peut être affichée et imprimée des données spécifiques, c'est-à-dire le temps, la tension, le courant, la capacité et l'électricité de chaque point de courbe. 6. Stockage des données chimiques : le logiciel peut enregistrer les données correspondantes pendant plus de 30 jours, la fréquence de numérisation du logiciel est inférieure à 30 s, la valeur de numérisation est prise toutes les 2 minutes pour être enregistrée et la durée de la valeur peut être définie par elle-même. Selon la courbe d'affichage de tension et de courant, le logiciel peut afficher les données détaillées de la batterie, et la batterie affiche différentes couleurs dans différents états. 7. Contrôle de sécurité du logiciel : 1) Les données et la courbe de chaque point peuvent être enregistrées automatiquement une fois l'étape de travail définie terminée, et les données et la courbe de chaque point peuvent être exportées aux formats Word et Excel (voir la pièce jointe pour le format d'exportation). Les données ne doivent pas être perdues dans les 4 heures après la mise hors ligne et le logiciel dispose d'une fonction d'alarme de surcapacité ; 2) Format de sauvegarde des données : elles doivent être enregistrées dans leur propre format et format mdb, et un champ de code de cellule doit être ajouté après le numéro de cellule ; 3) Protection contre les surcharges en phase de tension constante : lorsque la tension dépasse la valeur définie de la protection contre les surcharges, le flux du canal est arrêté et la valeur définie peut être définie ; 4) Protection capacité hors tolérance : lorsque la capacité de la cellule dépasse une certaine plage, le flux du canal sera arrêté. Les conditions de réglage actuelles sont : la capacité du débit réglé * 1,35 fois ; 5) Protection de connexion inversée de la batterie : régler la tension initiale et sa proportion dans la cellule. Si la tension initiale n'atteint pas la proportion, l'ordinateur supérieur affichera qu'il n'y a pas de batterie et le processus de fonctionnement ne sera pas effectué. 8. Créez de nouvelles fonctions de surveillance, d'ouverture, de fermeture de document, d'impression et de configuration. 9. Paramétrage de la classification et démarrage. 10. Créez une nouvelle fenêtre, disposez les icônes et affichez-les en calques. 11. La batterie formée peut être triée et équipée d'un voyant lumineux. Le mode de tri peut être réglé comme suit : capacité, temps, tension en circuit ouvert, tension moyenne, tension à virgule fixe, etc. 12. Les données de charge et de décharge de chaque batterie peuvent former une liste de données que les utilisateurs peuvent visualiser ou imprimer. 13. Le logiciel a la fonction d'étalonnage de précision (utilisé avec l'outillage d'étalonnage) et les paramètres calibrés peuvent être envoyés à l'équipement pour être sauvegardés. 14. Le logiciel informatique supérieur et inférieur de l'équipement a pour fonction d'obtenir des données de points clés 15. L'appareil prend en charge la fonction de reconnaissance de code à barres et peut réaliser une correspondance individuelle entre la batterie et le canal et enregistrer des données de production. |
|
Fonction de protection du système |
1. La porte peut être ouverte et fermée avec un contrôle de porte interdit, de manière à protéger la sécurité personnelle des opérateurs et à prévenir d'éventuels accidents de sécurité. 2. Protection contre les surintensités, les sous-intensités, les surtensions, les sous-tensions et les surcapacités : les limites supérieure et inférieure de la tension, du courant et de la capacité de la batterie peuvent être prédéfinies dans le processus. Lorsque la condition limite est atteinte, le système force automatiquement la batterie à se mettre en veille et affiche le défaut dans l'interface logicielle. 3. Protection contre le courant de fuite : lorsqu'un courant de fuite supérieur à 200 mA est détecté plus de trois fois en état de fonctionnement, coupez l'alimentation d'entrée de l'alimentation à découpage. 4. Protection contre les surtensions de charge : lorsque le système inspecte la batterie pendant la charge, lorsque la tension de la batterie est supérieure à la tension limite supérieure, la batterie arrête de charger. 5. Protection contre la décharge sous tension : lorsque le système inspecte la batterie pendant la décharge de la batterie, lorsque la tension de la batterie est inférieure à la tension limite inférieure, la batterie cesse de se décharger. 6. Protection contre la mise hors tension : en cas d'interruption de communication à long terme ou de panne du PC, l'appareil entrera automatiquement en état d'attente et poursuivra l'étape de processus en cours une fois la communication rétablie. 7. Autre protection : 1) La protection du type de processus peut être envoyée ; 2) Le fonctionnement du canal est anormal ; 3) En cas d'interruption de communication prolongée ou de panne du PC, l'appareil passe automatiquement en état d'attente et poursuit l'étape du processus en cours une fois la communication rétablie. |
|
Partage de données |
Les données de l'équipement peuvent être téléchargées vers le système MES public, et les paramètres et processus pertinents peuvent être téléchargés à partir du système MES, et les informations et données sur les données peuvent être fournies conformément aux exigences du MES. |
|
Voyant d'alarme tricolore (avec son et lumière) |
Exigences relatives à l'état du voyant d'alarme : 1) Attendez (le processus est terminé) - lumière jaune ; 2) Processus en cours (veille, charge, décharge) - feu vert ; 3) Défaillance du système (surchauffe, panne matérielle, etc.) -- lumière et son rouges. 4) Chaque canal est doté d'un voyant d'affichage LED pour faciliter la sélection des cellules anormales. |
|
Configuration de base de l'ensemble du système |
1. L'augmentation de la température du dissipateur thermique interne de la carte de commande et de l'alimentation à découpage de l'équipement est de ≤ 30 ℃, et la puissance dissipée du dissipateur thermique doit être conçue en fonction de la pleine échelle à long terme ( le courant de chaque canal est de 20a), afin de garantir que l'équipement peut fonctionner de manière stable pendant une longue période. 2. La période d'étalonnage est de 3 mois. Dans les 3 mois suivant l'étalonnage de l'équipement, la précision de mesure et de contrôle de tension de tous les canaux doit être de ± (0,5 ° FS + 0,5 ° RD), et la précision de mesure et de contrôle de courant doit être de … ± (0,1% Rd + 0,1% FS). 3. Mode de refroidissement de la partie électrique : refroidissement par échappement du ventilateur. |
|
Exigences environnementales des équipements |
Température de l'environnement de travail : 25 ± 8 â; Humidité relative : 30 % ï½ 85% ; Lieu d'installation : atelier intérieur et propre. |
4. Flux de processus de l'équipement
Démarrage - porte de l'armoire ouverte manuellement - pince ouverte - armoire supérieure du noyau électrique - serrage de la pince - fermeture de la porte de l'armoire - formation début - fin de formation - ouverture de porte d'armoire - ouverture de pince - déchargement
Précédent :
Chaîne de production de roulement continu de feuille d'électrode de batterie pour la production de pièces de poteaux de cellules à pochette lithium-ionSuivant :
Machine chaude de formation de chauffage de pression de presse de cellules de poche de batteries au lithiumCatégories
Nouveaux produits

boîte à gants sous vide en acier inoxydable h2o & O2 système de purification En savoir plus

Broyeur à boulets planétaire pour le broyage de poudre En savoir plus

Lab 12t Presse hydraulique manuelle avec une jauge de pression numérique optionnelle couramment utilisée dans les laboratoires infrarouges En savoir plus
Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588
Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588
Pour demandes de renseignements sur nos produits ou notre liste de prix, veuillez nous laisser et nous vous contacterons dans les 24 heures.
© Droit d\'auteur: 2026 Xiamen Tmax Battery Equipments Limited Tous droits réservés.

IPv6 réseau pris en charge














