Rejoindre TMAX, devenir agent!
Rejoindre TMAX, devenir agent!

Sales Manager:David
Email:David@tmaxcn.com
Wechat:18659217588
Numéro d\'article.:
TMAX-YK-800*750-LPaiement:
L/C, T/T, Western Union, Credit Cards, PaypalOrigine du produit:
ChinaPort d\'expédition:
Xiamen PortDélai de mise en œuvre:
5 Dayscertificat :
CE, IOS, ROHS, SGS, UL Certificategarantie :
Two years limited warranty with lifetime technical support
1ãListe des spécifications des équipements
|
Non. |
Nom de l'équipement |
Modèle d'équipement |
Reremarques |
|
1 |
Machine de presse à rouler à batterie au lithium de haute précision |
TMAX-YK-800*750-L |
La largeur de roulement effective est de 200 à 680 mm. |
1.1 Ecomposition et fonction de l'équipement
Configuration principale des équipements
|
Non. |
NOMnom |
Lieu d'origine |
|
1. |
Ainterrupteur infrarouge |
Schneider (France) |
|
2. |
Automate |
Siemens (Allemagne) |
|
3. |
Técran tactile |
Smet (Taïwan) |
|
4 |
Modulaireodulaire |
Siemens (Allemagne) |
|
5. |
Relais intermédiaire |
Schneider (France) |
|
6. |
Servomoteur d'entraînement |
Siemens (Allemagne) |
|
7 |
Réducteur |
Commerce international (Chine) |
|
8. |
Passerelle commémorative |
Shaogang (Chine) |
|
9. |
Roulement |
Wafangdian (Chine) |
|
10. |
Couplagecouplage |
Zhengtong (Chine) |
|
11 |
Vérin hydraulique |
Siemark (Allemagne) |
|
12. |
Tension entièrement automatique |
Contrôle en boucle fermée PID (fait maison) |
|
13. |
Roulement rigide à billes (tête de machine) |
NSK (Japon) |
|
14. |
Convertisseur de fréquence |
Rexroth (Chine) |
|
15. |
Corriger l'écart |
Dongdeng (Guangzhou) |
2ãIntroduction au principe de l'équipement
La traction de l'électrode est compactée à l'épaisseur prédéterminée ou à la densité de compactage prédéterminée par la double action de la pression et du pincement du rouleau presseur, de sorte que la batterie au lithium produite par la pièce polaire laminée puisse atteindre la densité d'énergie volumique conçue/prédéterminée et la batterie performances.
|
Non. |
Pprojet |
Décrire |
Remarque |
|
1 |
Système approprié |
Processus de laminage continu pour les plaques positives et négatives de phosphate de fer et de lithium, d'oxyde de lithium-cobalt, de manganate de lithium, de lithium-nickel-cobalt-manganèse et d'autres systèmes de batteries. |
|
|
2 |
Substrat laminé |
Feuille d'aluminium (10um-1,5mm), feuille de cuivre (6um-1,5mm), |
|
|
3 |
Mode de roulement |
Largeur : 200 mm-750 mm. |
Position d'entraînement du moteur |
|
4 |
pression de service |
Les deux rouleaux sont enroulés de haut en bas horizontalement et l'entraînement est situé sur le côté droit de l'extrémité d'alimentation. |
|
|
5 |
Vitesse de l'équipement |
Fourni par une station de pompage à pression constante, il convient au laminage haute pression positive et au réglage basse pression négative. |
|
|
6 |
mode de contrôle |
Réglage en continu et la vitesse linéaire des rouleaux supérieur et inférieur est égale. |
|
3ãSéquence d'action de l'équipemente

Processus technologique de contre-rouleau (roulage de poteaux)
4. Composition de l'équipement et fonctionnel
Configuration des composants de l'équipement
Système de déroulement 4.1 (comme illustré sur la figure 1)
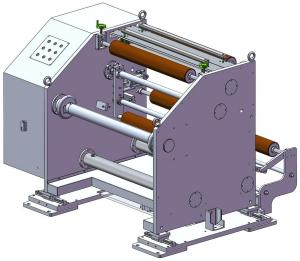
Figure 1
|
No. |
Pprojet |
Décrire |
Remarque |
|
1 |
Déchargement de la partie |
Ï Dérouleur d'arbre gonflable de 76 mm x 750 mm, équipé d'un pistolet à air |
|
|
2 |
Plateforme de réception |
Levage pneumatique de la plate-forme de réception avant en tôle d'acieret de la plaque de pressage |
|
|
3 |
contrôle de tension |
Type à rouleau oscillant, cylindre à faible friction contrôlant la tension, et le capteur détecte et affiche la tension |
|
|
4 |
Système de correction des écarts |
Correction de déviation photoélectrique et rail de guidage linéaire (la plage de déplacement maximale est de 100 mm) |
|
|
5 |
Exécution de la rectification |
Actionneur de correction de déviation Dongdeng |
|
|
6 |
Système de contrôle secondaire |
L'extrémité de déchargement et de réception est équipée d'un système de sous-contrôle d'équipement et d'un arrêt d'urgence (frein dynamique), d'une pause et d'autres boutons |
|
|
7 |
Déferrage avant roulage |
Dispositif d'élimination du fer des pièces polaires électromagnétiques, force magnétique de la tige magnétique 10 000 ~ 12 000 Gauss |
|
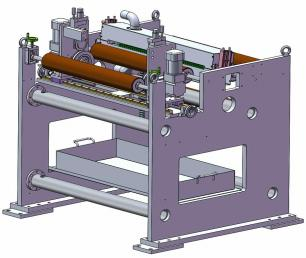
Figure 2
|
Non. |
Objet |
Décrire |
Remarques |
|
1 |
Exigences en matière d'alimentation des couteaux |
Lame de refendage pneumatique (HRC ⥠58). |
|
|
2 |
Exigences de coupe |
¢ 150*50 couteau inférieur. |
|
|
3 |
Vitesse de coupe |
Il peut automatiquement correspondre à la vitesse de la ligne de roulement du laminoir (c'est-à-dire synchronisation, temps de réponse ⤠10 ms), et |
|
|
4 |
Recyclage des déchets |
Peut être ajusté séparément ; Il n'y a pas de chute de matériau ni de courroie cassée au niveau du tranchant. |
|
|
5 |
Largeur de coupe |
Collection automatique, équipée d'un coffret de réception. |
|
4.3 Système de dépoussiérage avant le pressage du poteau (comme illustré sur la figure 3)
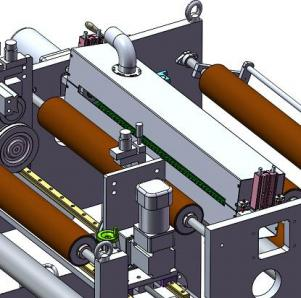
Figure 3
|
Non. |
Objet |
Décrire |
Remarques |
|
1 |
Aspiration sous vide |
Réservez l'interface de l'aspirateur industriel. |
|
|
2 |
Nettoyage des pinceaux |
Le caisson supérieur de relevage pneumatique est en contact avec le mode brosse roulante. La poussière sur la bande de matériau est nettoyée par la brosse et la poussière est aspirée par l'aspirateur. |
|
|
3 |
Déferrage avant roulage |
Dispositif électromagnétique d'élimination du fer avant le roulement du pôle, avec une force magnétique de 10 000 ~ 12 000 Gauss. La tige magnétique est placée dans le tube en acier inoxydable et est facile à charger et à décharger, et il est facile de retirer le fer adsorbé. |
|
4.4.1Laminoir à pièces polaires de batterie de haute précision à pression constante (comme illustré sur la figure 4)
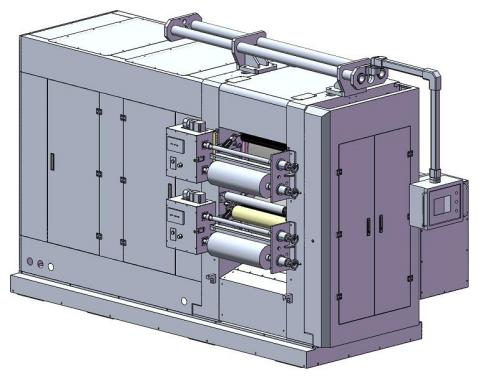
Figure 4
|
Non. |
Projet |
Description |
Remarque |
|
1 |
Installation du rouleau |
Les deux rouleaux sont disposés horizontalement de haut en bas, avec une arcade intégrée. |
|
|
2 |
système dynamique |
Structure à double sortie et couple moteur. |
|
|
3 |
Arbre de rouleau |
Dispositif de réglage du jeu des roulements, avec dispositif de lubrification à l'huile. |
|
|
4 |
Rouleau pièce polaire |
Acier forgé fortement allié, trempe par induction à double moyenne fréquence, procédé de refusion sous laitier électrolytique. |
9Cr3mo |
|
5 |
Vitesse de course |
0 ~ 30 m/min, réglage numérique, changement de vitesse en continu, système CNC de contrôle de vitesse à fréquence variable. |
|
|
6 |
pression de travail |
Deux stations hydrauliques sont utilisées pour la pressurisation. |
Régulation de tension en ligne |
|
7 |
Réglage de l'écart de rouleau |
Réglage numérique 0-2 mm, réglage automatique de l'écart. |
L'unité de réglage minimale est de 0,001 mm |
|
8 |
Nettoyage des rouleaux |
Essuyage automatique des rouleaux |
|
|
9 |
Protection de sécurité |
Un protège-main d'alimentation en acier inoxydable est adopté. Equipé d'un arrêt d'urgence et d'une pause. |
|
4.4.2 dispositif d'essuyage automatique à rouleaux (uniquement pôle négatif, comme illustré sur la figure 5)
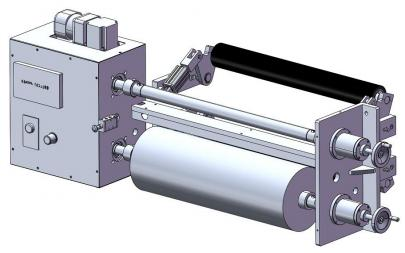
Figure 5
Description de la fonction : le tissu non tissé est essuyé sur le rouleau en se déplaçant, et les rouleaux supérieur et inférieur sont essuyés en même temps ; La vitesse d'essuyage du rouleau peut être ajustée ; La pression du non-tissé sur le rouleau est réglable.
4.5 Système d'enroulement en boucle fermée à tension constante (comme illustré sur la figure 6)
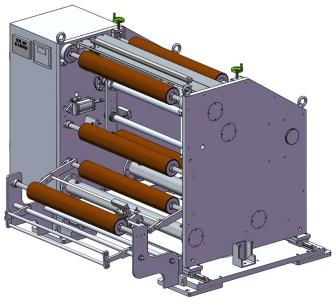
Figure 6
|
Non. |
Pprojet |
Décrire |
Remarque |
|
1 |
Partie réceptrice |
Ï Déroulement d'arbre gonflable de 76 mm x 750 mm, conception de vanne de verrouillage, équipé d'un pistolet à air |
|
|
2 |
Plateforme de réception |
Levage pneumatique de la plate-forme de réception avant en tôle d'acier et de la plaque de pressage |
|
|
3 |
contrôle de tension |
Type à rouleau oscillant, cylindre à faible friction contrôlant la tension, et le capteur détecte et affiche la tension |
|
|
4 |
Système de correction des écarts |
Correction de déviation photoélectrique et rail de guidage linéaire (la plage de déplacement maximale est de 100 mm) |
|
|
5 |
Moteur de correction de déviation |
Actionneur de correction de déviation Dongdeng |
|
|
6 |
Puissance du bobinage |
Moteur d'enroulement (2,2 kW) |
|
|
7 |
Déferrage après laminage |
Dispositif d'élimination du fer des pièces polaires électromagnétiques, force magnétique de la tige magnétique 10 000 ~ 12 000 Gauss |
|
4.6 Système de contrôle à écran tactile PLC
|
Non. |
Pprojet |
Décrire |
Remarque |
|
1 |
composition du système |
Contrôle de tension de déroulement, correction de déviation photoélectrique de déroulement et commande de moteur de correction de déviation, commande de moteur de coupe, commande d'entraînement principal de laminoir, commande de station hydraulique à pression constante, commande de moteur d'enroulement, contrôle de tension d'enroulement, correction de déviation photoélectrique d'enroulement et commande de moteur de correction d'écart |
|
|
2 |
Disposition des opérations |
Contrôle du freinage, de l'arrêt d'urgence et de la suspension. |
|
|
3 |
fonction majeure |
Il est équipé d'une sous-commande de rétraction et de libération et d'une console de commande principale, et toutes les pièces de commande sont équipées d'un système d'urgence . |
|
|
4 |
Fonctions auxiliaires |
Boutons d'arrêt et de pause (freinage dynamique). |
|
|
5 |
garantie |
Il peut régler numériquement la vitesse de fonctionnement, la pression, l'écart entre les rouleaux et d'autres instructions |
|
|
6 |
Fonction de comptage |
Fonctionnement CNC complet de. |
|
4.7 Eexigences d'installation de l'équipement
4.7.1 alimentation : 3Ph 380 V, 50 Hz, plage de fluctuation de tension : +8 % ~ – 8 % ; La puissance totale de l'alimentation est de 60KW plus un facteur de sécurité de 10 %.
4.7.2 air comprimé : après séchage, filtrage et stabilisation : la pression de sortie est supérieure à 0,6~0,8mpa ; La trachée est Φ 8ã
4.7.3 température ambiante : ⤠28 â.
4.7.4 humidité relative : HR ⤠85%.
4.7.5 s'assurer que l'air sur le site est sec et non bloqué sans corrosion acido-basique.
4.7.6 fondation d'installation du moteur principal : l'épaisseur du ciment de fondation dans la zone d'appui principale n'est pas inférieure à 40 cm et celle dans les autres zones n'est pas inférieure à 10 cm ; La partie principale de l'équipement (laminoir à poteaux de batterie) doit être installée sur une fondation en béton avec une capacité portante au sol d'au moins 10T/m2.
5. Paramètres techniques
5.1 principaux paramètres du processus
|
Non. |
Projet |
Décrire |
Remarque |
|
1 |
Dimension effective de la surface laminée |
Ф800 mm x 750 mm, largeur de roulement effective 200 ~ 680 mm |
|
|
2 |
Pression de ligne entre deux rouleaux |
Max4000KN |
|
|
3 |
Couche de dureté qui ne se dégrade pas |
Min 19 mm |
|
|
4 |
Dureté des rouleaux |
HRCâ¥67ï¼ uniformité de la duretéâ¤HS±2 |
Afficher le rapport de test |
|
5 |
Rugosité de la surface du rouleau |
Raâ¤0,2 |
Afficher le rapport de test |
|
6 |
Rectitude du roulis |
â¤Â±0,0015mm |
|
|
7 |
Excentricité radiale installée |
â¤Â±0,0025 mm |
|
|
8 |
Plage réglable d'écartement de rouleau |
0-2,0 mmï¼précision de réglage du réglage numérique 0,001 mm. Les écarts gauche et droit entre les deux rouleaux sont cohérents |
|
|
9 |
Précision de roulement |
â¤Â±0,0015 mm (Précision du revêtement â¤Â±0,003 mm) |
|
|
10 |
Précision du contrôle de pression |
â¤0,15T |
|
|
11 |
Vitesse de fonctionnement de l'équipement |
Max30 m/min |
|
|
12 |
Largeur de coupe |
200mm-680mm |
|
|
13 |
Diamètre maximum d'enroulement et de déroulement |
Ñ500mm |
|
|
14 |
Largeur maximale d'enroulement et de déroulage |
680mm |
|
|
15 |
Poids maximum d'enroulement et de déroulage |
500Kg |
|
|
16 |
Diamètre du cylindre de bobine |
Φ76mm |
|
|
17 |
Erreur de faux-rond de l'arbre d'enroulement pendant le fonctionnement de l'équipement |
â¤Â±0,03 |
|
|
18
|
Surface de roulement de l'arbre d'enroulement et de déroulement |
â¤0,15 |
|
|
19 |
Rugosité Ra |
â¤Â±0,03 |
|
|
20 |
Coaxialité de l'arbre d'enroulement |
Max. 0,2 mm |
|
|
21 |
Précision de correction de déviation |
0 ~ 50N réglable |
|
|
22 |
Tension maximale d'enroulement et de déroulement |
À l'exception de l'acier inoxydable, du traitement de surface et des pièces revêtues, la surface des autres parties du fuselage est recouverte de peinture blanche informatique internationale |
|
|
23 |
Couleur de l'appareil |
(il peut être pulvérisé selon la carte de couleurs fournie par le client) |
|
|
24 |
Dimension du contour |
Environ 3,9 m × 1,8 m × 1,8 m × 2,9 m (longueur × largeur × haut) |
|
|
25 |
Aperçu de la chaîne de production de machines à presser à rouler |
Environ 28 tonnes |
|
|
26 |
Poids total de la machine |
Environ 30 tonnes |
|
|
27 |
Alimentation principale |
Environ 44KW |
|
6. Données et accessoires joints
6.1 une copie du manuel d'utilisation de l'équipement, du manuel de maintenance et des données pertinentes, y compris les dessins de l'équipement, les schémas de circuits et électriques des machines et des pièces et accessoires principaux.
6.2 une liste des pièces vulnérables (indiquant le modèle, le matériau, le fournisseur et d'autres informations sur les pièces vulnérables, y compris le schéma des pièces vulnérables).
|
Non. |
Pprojet |
Décrire |
Remarque |
|
1 |
Composition des pièces détachées |
1 jeu d'outils de maintenance spéciaux |
|
|
2 |
Parties vulnérables |
1 jeu de joints de canalisation hydraulique, 1 couteau supérieur et 1 inférieur, 2 grattoirs |
|
6.3 Sauvegarde du programme automate.










1 emballage standard exporté : protection anticollision interne, emballage de boîte en bois d'exportation externe.
2 Expédition par express, par avion, par mer selon les exigences des clients pour trouver le moyen le plus approprié.
3 Responsable des dommages pendant le processus d'expédition, changera gratuitement la pièce endommagée pour vous.

Précédent :
Machine de revêtement de fente de doubles côtés pour le revêtement prismatique d'électrode de batterieSuivant :
Système de récupération de solvants NMP 50000m3/H Système de réutilisation NMPCatégories
Nouveaux produits

boîte à gants sous vide en acier inoxydable h2o & O2 système de purification En savoir plus

Broyeur à boulets planétaire pour le broyage de poudre En savoir plus

Lab 12t Presse hydraulique manuelle avec une jauge de pression numérique optionnelle couramment utilisée dans les laboratoires infrarouges En savoir plus
Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588
Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588

Responsable des ventes :David E-mail :David@tmaxcn.com Wechat :18659217588
Pour demandes de renseignements sur nos produits ou notre liste de prix, veuillez nous laisser et nous vous contacterons dans les 24 heures.
© Droit d\'auteur: 2026 Xiamen Tmax Battery Equipments Limited Tous droits réservés.

IPv6 réseau pris en charge














